
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ, СТАНКИ ДЛЯ ПРАВКИ и ВЫПРЯМЛЕНИЯ МЕТАЛЛА И ВАЛОВ
Осуществляем поставки новых импортных и российских правильных прессов и вспомогательного оборудования:
- Пресс для правки труб
- Пресс с подвижной колонной и неподвижной деталью
- Портальный пресс
- Горизонтальный правильный пресс для металлоконструкций
- Листоправильный растягивающий пресс
- Станок-пресс для выпрямления винтового и торсионного изгиба
- Пресс для правки плоских и некруглых деталей
- Калибровочный пресс
.jpg)
Очень часто у любого типа производства встает вопрос: Как можно выправить вал? Как восстановить и отремонтировать изогнутый и деформированный прокат? Как исправить искривление металла?
Мы знаем ответы на все эти вопросы.
УРАЛСТАНКОСЕРВИС поставляет новые импортные правильные пресса и вспомогательное оборудование для правки пр-во Тайвань, а также российские правильные пресса спецназначения (ООО "УСС" производство Россия).
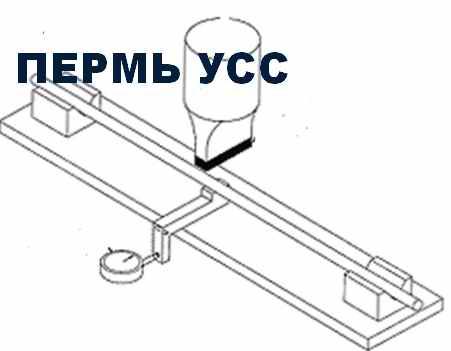
ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРАВКИ ТРУБ С ПОДВИЖНОЙ ДЕТАЛЬЮ ИЛИ СТОЛОМ



Конструкция пресса - вдоль неподвижного пресса перемещается деталь или стол на котором, установлена деталь.
Это современный вертикальный гидравлический пресс для ручной правки черных и цветных металлов. Ручной правильный гидравлический пресс предпочтителен при большом ассортименте деталей, если в течении смены вам часто приходится править несколько разных видов деталей.
Возможна также автоматическая версия пресса оснащенная ЧПУ - правильные автоматы более производительны и точнее при серийном производстве, чем ручные правильные прессы.
Станина пресса может быть 1 стоечная, а также 2-х стоечная или 4-х колонная.
| Модель правильного пресса | USS-PR-1ST-PS |
| Максимальное усилие правки | 20 тон / 30 тонн / 40 тонн / 50 тонн / 60 тонн / 80 тонн 100 тонн / 150 тонн / 200 тонн / 250 тонн / 300 тонн / 400 тонн / 500 тонн / 600 тонн / 800тонн / 1000 тонн / 1500 тонн / 2000 тонн |
| Макс. длина изделия | 1500мм, 2000 мм, 3000 мм, 5000 мм, 6000 мм, 8000 мм, 10000 мм, 12000 мм, 14000 мм / 20000мм |
.jpg)
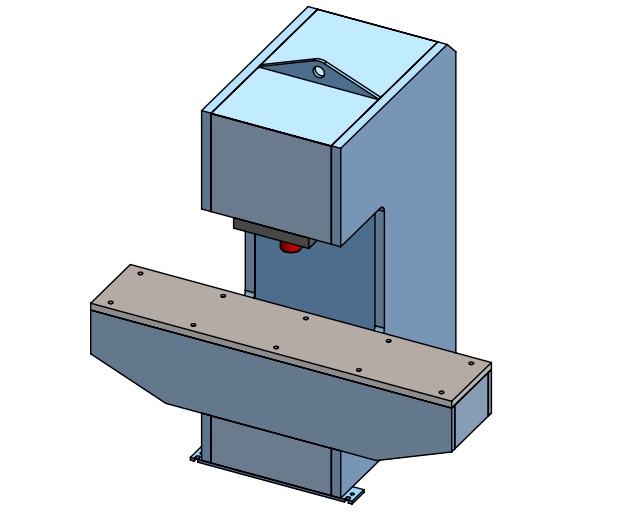
ПРЕСС С ПОДВИЖНОЙ КОЛОННОЙ И НЕПОДВИЖНОЙ ДЕТАЛЬЮ


Правильный пресс такого типа занимает минимум места в цехе.
Станина пресса С- образная и имеет 1 стоечную конструкцию открытого типа. Также возможна 4-х колонная станина пресса.
Возможные версии: ручной пресс, пресс - полуавтомат, пресс-автомат с ЧПУ.
| Модель пресса | USS-PR-1ST-PK |
| Усилие правки | 50 тонн / 100 тонн / 200 тонн / 400 тонн / 500 тонн / 800 тонн |
| Длина изделия | 3000 мм / 5000 мм / 8000 мм / 10000 мм / 12000 мм |
По специальному заказу изготовим автоматический правильный комплекс с ЧПУ для правки без участия человека.
ГИДРАВЛИЧЕСКИЙ ПОРТАЛЬНЫЙ ПРЕСС ДЛЯ ПРАВКИ С НЕПОДВИЖНОЙ ДЕТАЛЬЮ




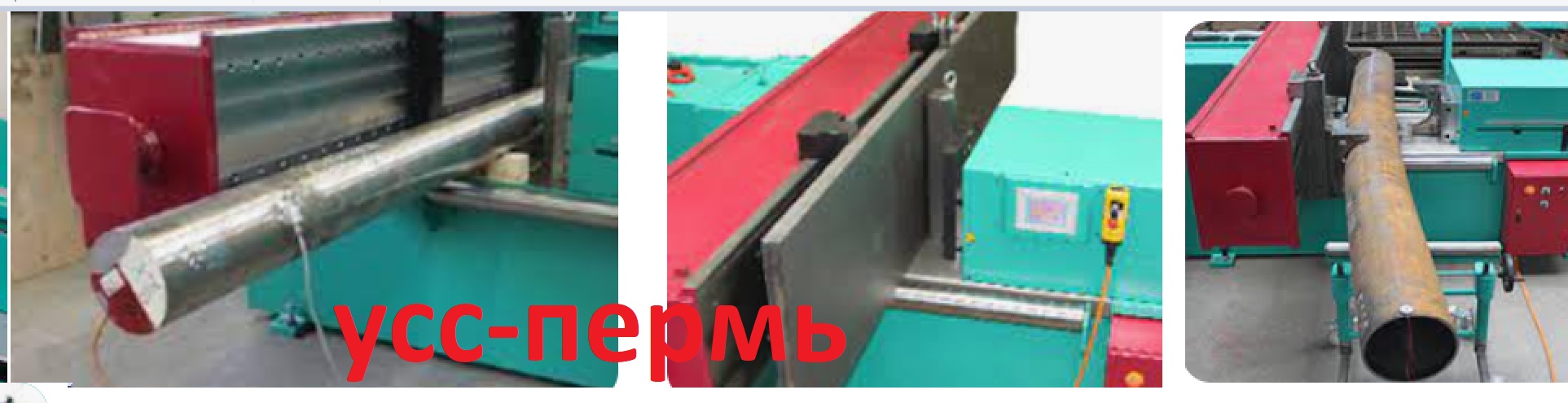
Пресс имеет конструкцию "портальный пресс" - вдоль неподвижной длинной трубы или вала перемещается портал с гидроцилиндром с помощью которого и производится правка.
Достоинство: Правильный станок такого типа занимает минимум места в цехе. Недостаток - высокая стоимость.
Портал имеет станину 2-х стоечную или 4-х колонную.
| Модель пресса | USS-PR-P-TR |
| Усилие правки | 50 тонн / 100 тонн / 200 тонн / 300 тонн / 400 тонн / 500 тонн / 800 тонн |
| Длина изделия /длина стола | 3000 мм / 5000 мм / 8000 мм / 10000 мм / 12000 мм /15000мм/20000мм |
| Диаметр изделия | 100 мм, 200 мм, 300 мм, 400 мм, 500 мм и более |
По специальному заказу изготовим автоматический правильный портальный пресс с ЧПУ.
Цена на пресс - Договорная. В цену включено: НДС 20%, доставка, установка и ПНР, гарантия 1 год.
Такой пресс кроме выпрямления заготовок можно использовать для небольшой гибки длинных деталей (на небольшие углы).
ГОРИЗОНТАЛЬНОЕ ПРАВИЛЬНОЕ ОБОРУДОВАНИЕ ДЛЯ МЕТАЛЛОКОНСТРУКЦИЙ


пр-во Китай.
Срок поставки 4 месяца.
| Модель | USS-HOR-PR |
| Усилие | 100 тонн / 200 / 300 / 400 / 500 / 800 /1000 /1500 / 2000 тонн |
Горизонтальный выпрямительный пресс имеет конструкцию с горизонтальным расположением и ходом цилиндра. Деталь вдоль штока продольно перемещается и позиционируется в нужное место на рольгангах. Рольганги могут быть ручные или приводные.
Такой тип правильных горизонтальных прессов используется для правки больших металлоконструкций, длинных профилей из черных и цветных металлов, швеллеров, балок, а также для прочих больших и тяжелых деталей.
В горизонтальный правильный пресс удобно загружать заготовки сверху мостовым краном.Также такие гидропрессы также можно использовать для гибки на небольшие углы.
Достоинство пресса: Пресс из-за того, что цилиндр расположен горизонтально, имеет небольшую габаритную высоту, что для некоторых производств может быть очень важным.
Станина открытого типа С-образная, реже бывает 4-х колонная.
Недостатком такого типа горизонтальных правильных прессов является плохой визуальный контроль процесса правки и меньшая точность правки.
Возможно 2 исполнения пресса: пресс для ручной правки или полуавтоматический пресс с ЧПУ.

правка уголка и углового проката
правка балки

правка прямоугольной и квадратной трубы
правка круга, полосы и трубы
ГОРИЗОНТАЛЬНЫЙ ЛИСТОПРАВИЛЬНЫЙ РАСТЯГИВАЮЩИЙ ПРЕСС, ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА

Горизонтальный растягивающий гидравлический листоправильный пресс (правильно-растяжная машина) предназначен для правки листового проката и деталей из алюминия и сплавов из него. Специальные головки справа и слева предназначены для захвата листа. Процесс правки представляет собой однократное или многократное растяжение концов листа в разные стороны.
пр-во Тайвань.
Срок поставки в Россию - 5-6 месяцев.
| Усилие пресса | 400 тонн / 800 тонн / 1000 тонн / 2000 тонн. |
СТАНОК-ПРЕСС ДЛЯ ВЫПРЯМЛЕНИЯ ВИНТОВОГО И ТОРСИОННОГО ИЗГИБА


пр-во Тайвань.
Срок поставки 4 месяца.
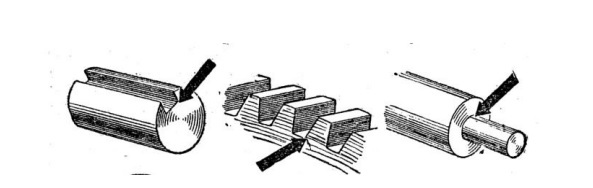
Заготовки иногда изгибает скручиванием (винтовой или торсионный изгиб) - это считается сложный тип деформации. Этот эффект встречается при изготовлении новых деталей после термообработки, а также при восстановлении БУ деталей.
Перед правкой производят измерение - на сколько градусов "свернута" деталь вокруг своей оси.
Правка таких дефектов производится на специальных ротационных станках или прессах на которых на деталь оказывается скручивающее воздействие в обратную сторону (по часовой стрелке или против часовой). Концы детали зажимаются в специальные патроны. Один патрон неподвижен, а второй патрон может вращаться на нужный угол с заданным моментом - вращают в обратную сторону относительно угла изгиба с большим перегибом (вначале устраняют пружинение, а потом пластической деформацией выравниваем скручивание детали в ноль, момент правки очень точно контролируется)
.jpg)
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРАВКИ ПЛОСКИХ И НЕКРУГЛЫХ ДЕТАЛЕЙ



Правильный гидравлический пресс предназначен для выпрямления квадратных или прямоугольных заготовок и деталей, имеющих плоские грани.
Модель пресса USS-STR-SQ
пр-во Тайвань. Срок поставки 4 месяца.
цена с учетом НДС 20%.
| усилие пресса | 50 тн / 100 тн / 200 тн / 400 тн / 500 тн / 600 тн /800 тн / 1000 тн |
| макс.длина детали | 500мм / 1000мм /1500мм /2000мм /2500мм /3000мм /4000мм |

Пресс предназначен для:
- правка металлических и стальных брусков
- правка узкой полосы
- правка квадратного проката
- правка прямоугольного проката
- правка шестигранника
- правка направляющих
- т-образный, двутавр, u-образный и др.
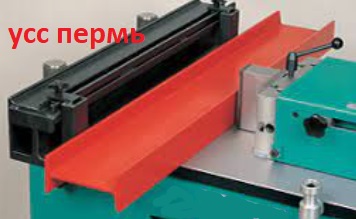
Пресс имеет длинный стол со специальной ровной поверхностью, относительно которой производится измерение кривизны приложением к ней заготовки. Величина просвета, подсвеченного специальной лампой, показывает величину кривизны и неплоскостности проката.
Правка осуществляется на плоском вехрнем бойке и плоских нижних опорах.
КАЛИБРОВОЧНЫЙ ПРЕСС ДЛЯ КАЛИБРОВКИ РАЗМЕРОВ

Модель пресса USS-KLB
пр-во Китай. Срок поставки 4 месяца.
| усилие пресса | 50 тн / 100 тн / 200 тн / 400 тн / 500 тн / 600 тн /800 тн / 1000 тн |
Калибровочный пресс предназначен для повышения точности наружной поверхности черных и цветных металлов, для улучшения свойств металла. Калибровка применяется, если к прокату применяются строгие требования (высокоточный прокат, прецизионный прокат высокой точности). После надавливания прессом, размеры детали меняются и ее размеры приводятся в соответствие с требованиями технологии. Прессование производится на калибровочных гидро- прессах в специальных штампах. Калибровка бывает плоскостной или объемной. После прессования отклаброванная деталь получается ровной и требуется минимальная механическая обработка.
Для правки мелких заготовок применяется правка на гидравлических прессах в правочном (рихтовочном) штампе. Штамп состоит из 2- х массивных плит - одна плита крепится на столе, другая- на ползуне. Рабочие поверхности плит штампов делают трех типов: гладкие (применяются при невысоких требованиях к качеству правки), точечные (для толстых заготовок), вафельные (для деталей малой толщины).
ЛИСТОПРАВИЛЬНЫЙ ПРЕСС: ПРАВКА ПЛОСКИХ И ЛИСТОВЫХ ЗАГОТОВОК, ПОЛОСЫ, ЛИСТА
.jpg)
Длинные листы, листовой прокат и узкие полосы выпрямляют на многовалковых листоправильных машинах (вальцы для правки). Выпрямляемая деталь пропускается через валки несколько раз.
пр-во Китай.
срок поставки в Россию 5 месяцев.
Цена с учетом НДС 20%.
модель USS-STR-RL-SHT.
| толщина листа,мм | |
| 1 | 1-6мм |
| 2 | 5-12мм |
| 3 | 9-15мм |
| 4 | 12-20мм |
| 5 | 15-25мм |
| 6 | 20-30мм |
| 7 | 30-35мм |
Максимальная выпрямляемая ширина листа 500мм /1000мм / 1500мм / 2000мм/2500мм/3000мм /4000мм.
КОСОВАЛКОВЫЕ И РОЛИКОВЫЕ ПРАВИЛЬНЫЕ МАШИНЫ
.jpg)
пр-во Китай, Тайвань.
срок Поставки в Россию 5 месяцев.
Цена с учетом НДС 20%.
модель USS-STR-RL-BR.
| диаметр проката,мм | |
| 1 | 3-10мм |
| 2 | 5-12мм |
| 3 | 8-14мм |
| 4 | 10-20мм |
| 5 | 15-25мм |
| 6 | 20-30мм |
| 7 | 30-35мм |
| 8 | 40-60мм |
| 9 | 60-75мм |
| 10 | 70-90мм |
| 11 | свыше 90мм |
Косовалковые правильные машины предназначены для правки на проход труб, круглого проката и прутка из черных и цветных металлов, имеющие круглое сечение.
Исполнение машины может быть разным в зависимости от количества валков: 2 роликовая, 5 роликовая, многороликовая.
Для правки коротких цилиндрических деталей возможно применение двухвалковой правки - между двумя вращающимися в одну сторону роликами, ролики друг относительно друга вращаются с разной скоростью.
ПРАВИЛЬНЫЕ СТАНКИ И ОБОРУДОВАНИЕ ДЛЯ ПРАВКИ
Мы предлагаем новые правильные станки и оборудование под заказ производство Китай и Тайвань.
Срок поставки 4 месяца.
Правильное оборудование это широкое понятие включающее в себя широкий спектр видов: гидравлические прессы, валковые прокатные станы и роликовые правильные машины и т.п.
Станок для правки и рихтовки деталей предназначен для выпрямления и исправления дефектов новых и БУ деталей, валов, проката из черных и цветных металлов.
Правильные станки по принципу действия различаются на:
| 1 |
правильный станок с гидроприводом |
для больших усилий правки |
| 2 | правильный станок с электроприводом | для высокой точности правки и скорости |
| 3 | правильный станок с пневмоприводом | для небольших усилий. такие станки имеют небольшую стоимость. |
По способу управления правильные станки различаются:
- ручной правильный станок, управляемый оператором
- станок с ЧПУ - процессом правки управляет сам станок
- правильный станок автомат - загрузка и выгрузка деталей без оператора
- станок для правки полуавтомат - загрузка и выгрузка производятся оператором
ПРИМЕНЕНИЕ И ИСПОЛЬЗОВАНИЕ ПРАВИЛЬНЫХ ГИДРОПРЕССОВ
Промышленные правильные гидропресса предназначены для устранения в холодном состоянии (холодная правка) или с подогревом (горячая правка) дефектов формы деталей после неправильного хранения или перевозки, после термообработки, закалки, наплавки, напыления.
Пресса также могут использоваться в ремонтных цехах для ремонта и восстановления геометрии БУ деталей, погнутых в результате внешних механических воздействий.
Правка это промежуточный этап перед механической обработкой вала. Качественная правка позволяет минимизировать съем металла при последующей мехобработке. Исправление дефектов на прессах позволяет снижать процент брака при производстве новых деталей.
Поверхность детали перед правкой может быть обработанной или необработанной.
Операцию правки лучше всего применять для деталей твердостью менее 35 HRC и если длина упрочненного и закаленного слоя меньше 1/5 диаметра.
Прессованием устраняются дефекты формы заготовок любых сечений:
- труба
- сплошной круг
- квадрат
- прямоугольник
- овал
- полоса
- лист
- U-образные
- D-образные
- с наружным и внутренним прокат шпоночным пазом
- со шлицами
- с резьбой

Правка улучшает качество поверхности и точность геометрической формы заготовок.
Это могут быть:
- изделия типа вал (короткий вал,гладкие, ступенчатые заготовки, кардан и карданный вал, валы с галтелью и др.)
- сортовой прокат - квадратная заготовка, сталь горячекатаная круглая, калиброванные стальные прутки, длинномерные направляющие
- листовой прокат, полосовые заготовки
- различные тела вращения - ось, силовые цилиндры и гидроцилиндры, пневмоцилиндры, шток, прокатный валок, поковки гладкие, длинные винты, роторы, гребные и судовые валы и т.п.
- трубы бесшовные горячекатаные, толстостенные и тонкостенные, холоднокатаные, холоднотянутые, бурильные трубы (допустимая кривизна 1мм на 1 метр), трубчатые заготовки, буровые переводники
Правка - процесс устранения дефектов, искажающих форму заготовки, путем пластического деформирования. Ее описывает теория вязко-упругой механики. Если коротко, то правку можно описать двумя словами - гибка и выпрямление.
Подлежащие правке заготовки называются дефектными. Прошедшая технологический процесс правки заготовка называется выпрямленной.
Свободная правка изделий из металлов и их сплавов позволяет исключить искажения формы изделия, а также внешние геометрические дефекты - нарушение правильности геометрической формы поперечного сечения и профиля.
Технология правки и выпрямление валов
Вам привезли детали для выпрямления - как их выправить?
Прежде всего вы должны понимать, что вы почти ничего не знаете о свойствах материала - как он будет пружинить? как он будет течь? когда пойдут трещины? Если еще спящие внутренние напряжения?
Поэтому правка - это адаптивный процесс и изменения в технологию вносятся прямо по ходу правки.
Процесс правки и рихтовки валов это многоступенчатый циклический процесс:
измерил - надавил - опять измерил и так до получения нужных значений прямолинейности.
Таких ступеней может быть 3-5-10 и более, в зависимости от сложности деформации. От количества ступеней зависит общее время затраченное на правку. Число ступеней зависит также от квалификации и опыта правщика. Иногда бывает экономически выгоднее отправить деталь в брак, чем тратить много времени (и денег) на устранение изгиба.

.jpg)
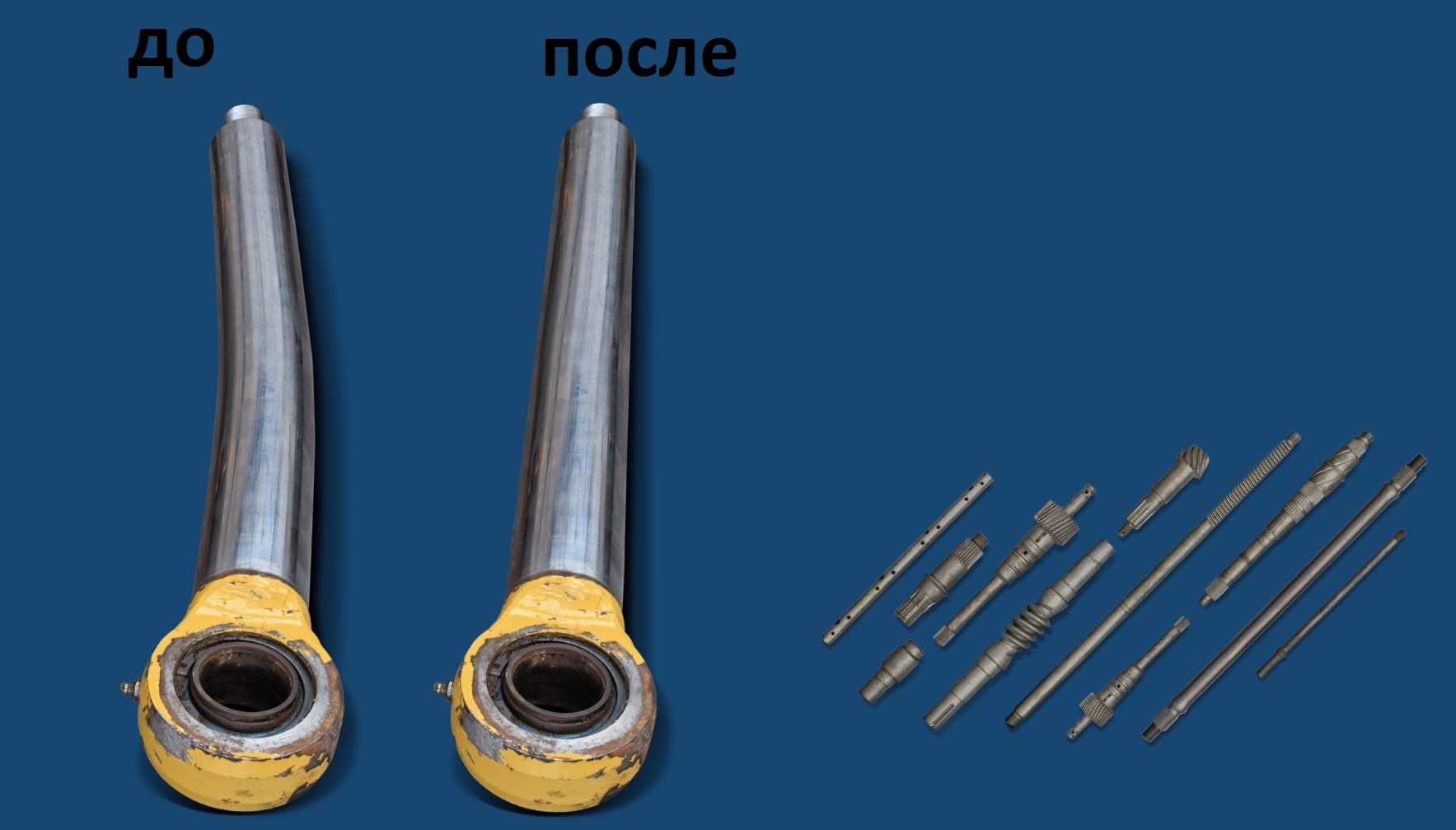
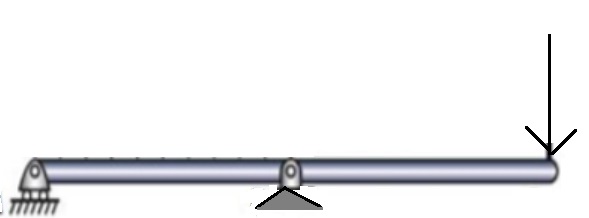
Изделие, подлежащее правке, закрепляется в специальном измерительном приспособлении, в котором изделие может свободно вращаться вокруг своей оси, изделие вращают и размечают места, подлежащие правке. Далее производят нагружение в точке максимального изгиба.
Нагружение в правильном станке по принципу действия может быть электро-механическое, с пневмоприводом или с гидроприводом - в зависимости от величины нужного максимального усилия.
Вал после правки должен иметь минимальные биения и отклонения, указанные в технологии обработки детали.
ПРАВКА ДЕТАЛЕЙ И ЗАГОТОВОК ПОСЛЕ ТЕРМООБРАБОТКИ И ЗАКАЛКИ
Правку применяют для исправления искривлений, короблений и поводок, появляющиеся при:
- термической обработке проката, поковок и деталей. Большинство деталей в машиностроении проходят термообработку(объемная и поверхностная индукционная закалка), нанесение покрытий (азотирование, цементация,,фосфотирование,цинкование). При охлаждении металла возникают напряжения, которые и деформируют деталь.
- нагреве в процессе изготовления и сборки
- нарушение технологии погрузочно-разгрузочных работ
- неправильная перевозка и хранение
Сколько раз при изготовлении новой детали производят правку?
Для некоторых деталей в техпроцесс изготовления внесены до 4 правок:
- предварительная
- после термообработки
- после отпуска
- после механической обработки - срезание поверхностных слоев металла (особенно с одной стороны, например продольный шпоночный паз) освобождает ранее уравновешенные силы (заготовка же была изначально ровная) и появляется снова остаточное напряжение, которое коробит деталь.
Также сам процесс резания вызывает местный нагрев и деформацию. Что требует после последующей правки еще и чистовой механической обработки. Причем деталям необходимо отлежаться между черновой обработкой+правкой и чистовой обработкой.Чем больше времени пройдет тем лучше. За это время пройдет перераспределение внутренних напряжений и деформация "вылезет". Лучше всего проводить естественное старение заготовок - вылеживание несколько месяцев. А если время ограничено, то проводят искуственное старение (дополнительная термическая обработка в печи до температура 600 градусов, а потом медленное остывание в печи).
При структурных измениях в металле во время термообработки возникают изменение объема или деформация. Если детали во время термообработки остывают неравномерно, то возникает коробление.

образцы деформации

образцы коробления
При деформации или короблении металла (термическая или механическая) наружный слой металла с одной стороны сжимается, а с другой стороны он наоборот растягивается. На "средней" линии детали деформация происходит меньше всего- т.е. величина деформации уменьшается от поверхности в глубину детали.

Кривизна может быть общей по длине или местной, а также в одной плоскости или в нескольких.
Типы искривления:
- серповидная кривизна (серповидность это однодуговое искривление)
- s-образный изгиб
- дугообразная изогнутость в разных плоскостях
- скручивание
- волнистость (синусоида),многовершинный изгиб, переменный изгиб - могут иметь волну разной длины: длинная волна или короткая волна
- коробоватость – это волнистость в продольном и поперечном направлениях – впадины и выпуклости имеют большую протяжённость
- изогнутость – отклонение оси цилиндрического изделия.
- отклонение от плоскостности
- отклонение от прямолинейности (выпуклость и вогнутость)
- односторонний изгиб
- переменный изгиб с кручением
- выпуклость - вогнутость
- деформация общая
- деформирование местное
- осевая нелинейность и неплоскостность
- несосность опорных и вспомогательных поверхностей
.jpg)
Правка обеспечивает получение заготовок более высокой точности. Технологические процессы машинной правки осуществляются способами пластического изгиба и растяжения или сжатия.
Для непрерывной правки используются валковые машины, для прерывистой правки, когда изогнутые участки выпрямляются поочередно, используются гидравлические пресса.
Правильные работы на станке производит рабочий правильщик. Чем больше опыт правщика - тем меньше количество прессований и меньше времени занимает процесс правки. Также с увеличением опыта уменьшается количество брака из за черезмерного перегиба заготовок (трещины, сломы).
Для получения прямых и не искривленных деталей применяются правильные пресса с малой рабочей скоростью перемещения штока, чтобы лучше контролировать ход вниз и вовремя отвести шток вверх.
Во время процесса правки давлением (пластическое деформирование) меняется микроструктура и макроструктура заготовки.
При правке возникают упругие и пластические деформации - упругая деформация появляется в виде обратной упругой деформации (первоначальное пружинение).
Для того чтобы выправить кривой участок, его необходимо не только разогнуть, но и несколько выгнуть в обратную сторону – дать ему обратную кривизну, учитывая что после снятия нагрузки произойдет пружинение и участок станет почти ровным.
После снятия нагрузки прессом остаточное пружинение стремится выпрямить деталь. Величина первоначального пружинения и остаточного могут иметь разные величины - это тоже необходимо учитывать.

При оснащении пресса системой ЧПУ возможно править не по алгоритму: надавил-получил данные о свойствах детали, а потом эти данные принимают для коррекции на следующих надавливаниях, а также по более скоростному алгоритму- давишь и тут же ЧПУ корректирует усилие и ход штока.
Необходимо иметь ввиду, что при каждом нагружении меняются свойства металла и поэтому параметры правки на каждых последующих этапах не совпадают с параметрами предыдущих.
При правке сложных изгибов деталь разбивают на отдельные участки (местная правка)- границы участков это точки перегиба и начало прямолинейного участка. Правка производится отдельно на каждом участке - за базу берутся концы участка. Измерение отклонения измеряется тоже на этом участке.
ИЗМЕРЕНИЕ БИЕНИЯ ВАЛА ДО ПРАВКИ
.jpg)
Измерение кривизны детали можно проводить прямо на прессе, а также и вне пресса на специальной оснастке.
Перед операцией правки правщик должен:
- определить допустимое биение. Допустимое биение указывается в технологии, но обычно считается достаточным 0.5мм или 1 мм на 1м длины детали.
- очистка детали
- выявить концентраторы напряжений - острые переходы и резкие переходы формы, пазы, отверстия, дефекты поверхности и высокая шероховатость, глубокие царапины, ступенчатые переходы, сварные швы. В местах наличия концентраторов напряжений лучше не производить нажим на деталь.
- на глаз производит оценку изгиба, также возможно воспользоваться линеалами или проверочными плитами с проверкой на просвет или щупами. На данном этапе правщик принимает решение - есть ли смысл править или отправить деталь в брак.
- измеряет твердость метала из которого сделана деталь, а также другие параметры металла.
- уточняет примерную пластичность металла
- уточняет примерную упругость металла
- производят дефектоскопию детали на предмет трещин и микротрещин, особенно в местах смятий (если деталь БУ)
- составляет первоначальную карту правки т.е. производит инспекцию изгиба - в каком месте детали имеется искривление. Деталь белым маркером или мелом разбивают по длине и по диаметру на контрольные точки в которые последовательно устанавливается индикатор часового типа. Деталь вращают вокруг своей оси и в таблицу заносят данные по каждой точке- величина радиального биения и угол поворота. На основании этого можно составить картину деформации и зависимость изгиба детали- в одной плоскости или в нескольких плоскостях. Надо отдавать себе отчет, что после первого нажима картина правки может существенно изменится.


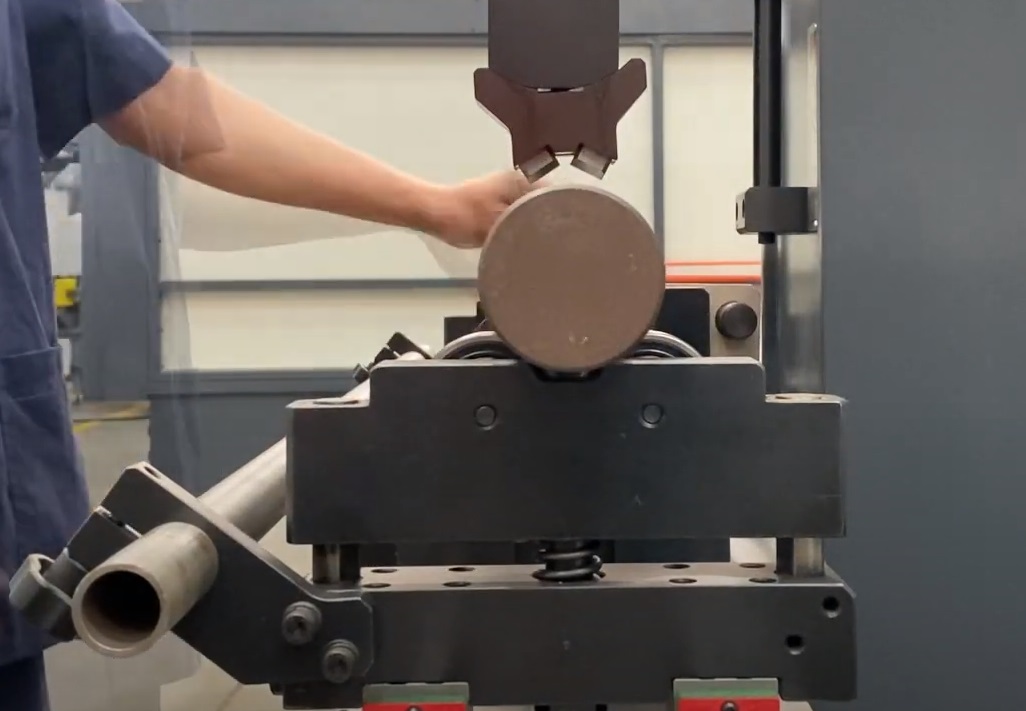
ИЗМЕРЕНИЯ ВО ВРЕМЯ ПРАВКИ
.jpg)
Во время операции правки измерения ведутся до каждого нажима, во время нажима, а также после каждого нажима.
Во время надавливания измерительная оснастка ставится ниже вала и не мешает штоку производить надавливание. Она точно измеряет перегиб детали вниз.
Количество индикаторов для измерения биения может быть один или несколько в разных точках
Если вал гладкий, то можно для измерений пользоваться напрямую индикатором, а вот если вал с большой шероховатостью, окалиной, с выступами (например: шпоночный паз, шлицевой или резьбовой вал), то лучше использовать специальные переходники, которые не дают изнашиваться индикатору. Вместо индикаторов можно применять электронные датчики с выводом на монитор или бесконтактные лазерные датчики.
Нам при измерении не важны абсолютные размеры детали, нам важна величина отклонения от центра детали.
Во время правки тонких валов важный фактор который также необходимо учитывать - время после момента снятия нагрузки и началом измерения биения. У тонких валов есть основное пружинение, а также переменное пружинение зависящее от времени - это может оказать влияние на результаты измерений.
КОНСТРУКЦИЯ РУЧНЫХ ПРАВИЛЬНЫХ ПРЕССОВ
Какое отличие правильных прессов от обычных прессов?
- наличие нижнего стола увеличенного размера
- существенно снижена рабочая скорость с возможностью регулировки
- наличие измерительной оснастки
- наличие правильной оснастки
Для правки используют обычно С-образный вертикальный правильный пресс. Открытое с 3-х сторон пространство (рабочая зона) таких прессов облегчает доступ при манипуляциях с длинными деталями.
Пресс состоит из станины, насосной установки и удлиненного правильного стола. Правильных стол должен иметь высокую жесткость для передачи усилия от штока на нижние призмы. Кроме правильного стола могут быть дополнительно установлены приставные столы справа и слева от пресса.
Правильный стол должен быть выполнен определенной высоты от пола - для работы стоя или для работы сидя.
Выпрямляемое изделие закрепляют в конусных центрах (неподвижных или раздвижных) или роликах – прогибы изделия контролируют индикатором часового типа. Ролики необходимы для облегчения поворачивания деталей в процессе правки.
Центры и ролики подпружинены и могут качаться на пальцах, вставленных в левую и правую тележки, которые свободно перемещаются по направляющим правильного стола, что позволяет производить правку в большом числе точек.
Управляется пресс от распределителя связанного с рычагом. Также правильщик может управлять перестановкой упоров (расстояние между опорными призмами), движение роликового конвейера, поворот роликов. После правки, при ходе плунжера вверх, пружины автоматически устанавливают заготовку в контрольное положение.
Правильщик во время правки должен не допускать излишнего перегиба детали.
Качество правки правильщик проверяет с помощью индикаторной головки на биение на контролируемых поверхностях.
Инструмент для правки и присобления
Инструмент для правки состоит:
- из верхнего бойка (верхней призмы) и накладки
- двух нижних передвижных наковален или призм (правочные призмы).
- сменные прокладки между деталью и нижними призмами
- сменная прокладка между верхней призмой и деталью
- комплект втулок для проведения измерений обработанных деталей.
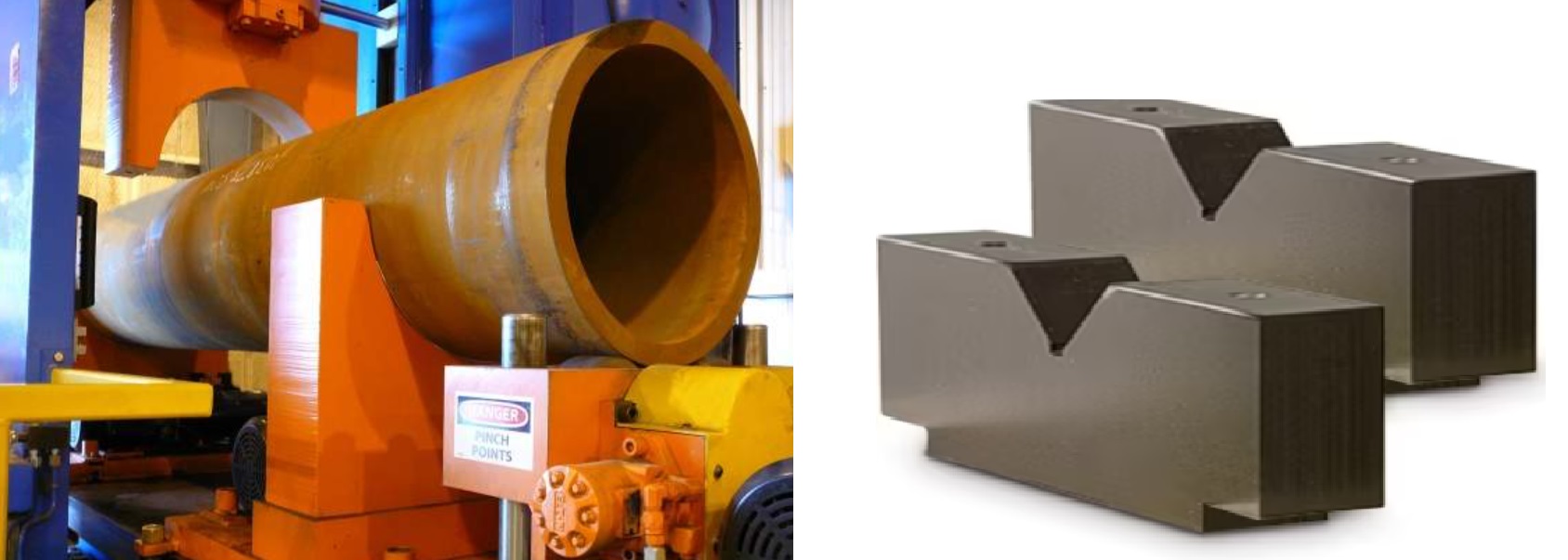
Призмы могут быть прямыми, а также иметь U образную или V образную форму, со скругленными углами. Верхняя часть призм может быть со съемной твердосплавной накладной или накладкой из мягкого цветного металла, неметаллов или полиуретана.
.jpg)
Чем больше диаметр заготовки, тем большая толщина должна быть у правильных призм.
Чем больше упругость металла, тем больше должна быть высота призм относительно правильного стола. Чем больше усилие развиваемое прессом тем большая жесткость должна быть у призм.
Нижние наковальни могут жестко фиксироваться на нижнем столе, а также могут иметь возможность ручного или электромеханического перемещения по нижнему столу, т.е. таким образом меняется расстояние между призмами, а также расстояние от штока до левой призмы и от штока до правой призмы (несиметричное расположение относительно штока).
Расстояние между нижними призмами лучше регулировать в зависимости от диаметра детали - чем толще деталь, тем большее расстояние между призмами. Например для прутка 50мм - расстояние между призмами = 20 х диаметр. Но чем меньше расстояние между призмами, тем большее усилие пресса стоит приложить.

вариант использования 2-х верхних призм и 2-х нижних призм для увеличения скорости выпрямления при длинной волне изгиба.
Сколько призм необходимо иметь для пресса?
Если у вас один тип детали, то вам достаточно 1 верхней призмы и 2 нижних. Но если у вас большой ассортимент деталей которые надо выпрямлять,то комплекты призм нужны под каждую деталь. Они будут отличаться толщиной и высотой, а также материалом и формой верхней части. Также в зависимости от формы детали могут быть разные формы и высота для левой и правой нижних призм.
Есть ли универсальные призмы? Каждая призма имеют ограниченный диапазон диаметров (например для диаметра от 50 до 150мм) - и детали которые не входят в этот диапазон будут выпрямляется с худшим качеством.
Призмы в процессе правки изнашиваются и теряют форму (текут), меняется их рабочая высота и периодически их необходимо заменять на новые.
ГОРЯЧАЯ ПРАВКА С ПОДОГРЕВОМ
В случае правки с подогревом рядом с прессом устанавливают печь, т.к. с повышением температуры пластичность увеличивается, а прочность и сопротивление деформированию уменьшаются. Подача заготовок под пресс производится по роликовому конвейеру с приводными или неприводными роликами.
При горячей правке – пружинение минимально.
Горячую правку используют для снижения усилия. Во время правки с подогревом увеличивается пластичность металла, кроме шарикоподшипниковой стали.
При нагревании 0-200 градусов пластичность увеличивается - но не существенно, при нагревании до 200- 300 градусов пластичность снижается - это эффект называется синеломкость, далее при нагреве от 300 до 800 градусов пластичность растет, а после 800 градусов опять падает- этот эффект называет красноломкостью.
ПРАВКА ПО НАРУЖНОМУ или ВНУТРЕННЕМУ ДИАМЕТРУ
Правка по наружному или внутреннему диаметру используется для деталей не имеющих центров.
Примеры деталей - тонкостенные трубы, буровые толстостенные трубы, стволы пушек.
На правильных тележках расположены вращающиеся ролики на которые устанавливается заготовка, которую необходимо поправить. Заготовка свободно вращается на роликах вокруг своей оси. Тележки подпружинены - они опускаются вниз до уровня призм при нагружении и упруго возвращаются вверх при снятии нагрузки. Правка производится на 2-х нижних призмах.
Во время правки концы деталей свободно лежат на роликах и могут подниматься вверх во время нагрузки.
Ролики не несут нагрузки пресса во время правки, вся нагрузка приходится на нижние призмы.
Вместо роликов для небольших наружных диаметрах могут также применяться вращающиеся цанговые зажимы, которые фиксируют деталь по наружной поверхности и вращаются вместе с ней.
ПРАВКА В ЦЕНТРАХ
Правка в центрах используется для заготовок имеющих осевые центры. Искривленные заготовки имеют также и искривленную осевой линию, которую необходимо выпрямить.
Заготовка зажимается в центрах и производится измерение биения. Необходимо иметь ввиду, что центры для правки не используются, а только для измерения биения. Центра используются вращающиеся с конусом Морзе.
Тележки с центрами подпружинены, при надавливании пружины сжимаются, центры опускаются вниз до уровня призм и вся нагрузка лежит на призмах.
Во время правки деталь может оставаться в центрах или центры могут отводится ручным приводом или пневмоприводом.
Центры не отводятся:
Используются для относительно коротких деталей.
Пример деталей - сплошные и полые (трубчатые) валы, вал насоса, коленвал, распредвал, карданный вал, ступенчатые валы переменного сечения, трубчатые валы, трансмиссионные валы, кривошипные валы, передаточные валы, оси вращающиеся с цилиндрическими или коническими концами, шлицевые валы, коренные валы.
Правка производится на призмах.
Вращающиеся центры установлены на правильных тележках.
Во время правки подпружиненные центры опускаются вниз до уровня призм, а потом поднимаются вверх. Если центры не отводить, то имеется вероятность повреждения центров, из-за того, что концы заготовки при нагружении могут высоко подниматься вверх.
Центры отводятся в стороны:
Используется для длинных деталей небольшого диаметра
Пример деталей- прутки, трубы малого наружного диаметра, шестигранник, квадрат, торсионные валы.
Вращающиеся центры установлены на правильных тележках.
Правка производится на призмах.
Во время правки центры раздвигаются в стороны.Концы детали свободны и могут для деталей большой длины и упругости подниматься вверх даже на 500мм. После снятия нагрузки центры опять вводятся в деталь.
Количество надавливаний
Правка процесс который необходимо оптимизировать т.е. увеличивать производительность. Необходимо стремиться выправить деталь за 1 или 2 нажима и по времени за 1 минуту и менее - это уменьшает технологическую себестоимость. Но это получается не всегда - например ротора для буровых машин на длине 4 метра опытные правщики правят по нескольку часов.
Каждый вал имеет лимитированное количество надавливаний в определенное сечение - при превышении этого показателя возникают трещины и брак.
От чего зависит количество надавливаний:
- длина детали
- вид изгиба
- усилие пресса
- расстояние между нижними призмами
- квалификация и опыт правщика
ВРЕМЯ НАХОЖДЕНИЯ ПОД НАГРУЗКОЙ
Во время правки важный фактор -сколько времени деталь выдерживается под нагрузкой при зафиксированном ходе штока.
В среднем надавливание происходит 0.5-1 секунды. Увеличение длительности изменяет картину правки.
Для некоторых деталей применяется специальные режимы правки - надавливание в одну и ту же точку несколько раз с одним и тем же усилием или с возрастающим усилием - это дает возможность постепенно деформировать деталь.
КАК РАССЧИТАТЬ НЕОБХОДИМОЕ УСИЛИЕ ДЛЯ ПРАВКИ?
Зачем необходимо знать усилие для правки?
Для выбора модели пресса при его покупке.
Усилие правки зависит от сечения заготовки, но валы одного диаметра могут требовать усилия отличающиеся друг от друга в несколько раз.
При недостаточном усилии правки - изгиб будет упругим - в этом случае заготовка после снятия нагрузки восстановит свою первоначальную форму и размеры- изделие не выпрямится. Это явление называют пружинением.
Чем тверже металл и выше его предел текучести, тем больше пружинение. Тем большее усилие необходимо приложить чтобы его компенсировать.
Поэтому необходимо чтобы усилие правильного прессы было выше чем предел текучести деформируемого металла - на 0.25-1%.
Многие интуитивно занижают требуемое усилие, но например правка ствола пушки диаметром 400мм на одном заводе производится на портальном прессе усилием 1500 тонн.
Для расчета усилия правильного пресса необходимы данные:
- диаметр или сечение детали
- расстояние между нижними призмами (опорами)
- текучесть металла
- общая длина заготовки
.jpg)
При превышении усилия заготовка вначале течет, а потом образуются микротрещины, потом трещина, потом разрушение заготовки. Поэтому важно контролировать максимальное усилие развиваемое прессом. Чем больше диаметр заготовки (при одних и тех же свойствах металла) и чем меньше расстояние между призмами - тем большее усилие необходимо приложить.
При правке длинных деталей, когда вы давите на какую-то точку детали - смещается не только эта точка но и соседние. Они могут смещаться в нужную нам сторону (в сторону выпрямления), но также могут смещаться не туда. Не допускайте образования двойных пиков которые потом трудно исправить и откалибровать.
На деталях с обработанной поверхностью типа резьба, пазы - заполняются медными или алюминиевыми вставками.
На прессах с автоматической правкой пресс автоматически адаптирует ход ползуна к упругости и сопротивлению материала детали- это позволяет исключить перегиб.
КОНТРОЛЬ КАЧЕСТВА ПРАВКИ И ТОЧНОСТЬ ПРАВКИ
Точность правки зависит от размеров детали - чем больше деталь тем сложнее получить высокую точность. Большие детали требуют использования правильных прессов с большими усилиями. Эти пресса имеют большую масса подвижных частей, что увеличивает инерционность при правке и снижает точность. Использование в гидроприводе сервогидропривода с обратной связью позволяет более точно позиционировать шток и соответственно более точно управлять процессом правки. Также есть пресса с сервоэлектрическим и сервогидравлическим приводом.
Точность это не самоцель, кому-то достаточно точности 5мм на 1 метр, кому-то 1мм, кому-то 0.1мм, а кто-то просит высокую точность до 0.01мм. на 1 метр. Необходимо понимать, что высокая точность потребует больше времени для выпрямления, чем низкая.
Выпрямление - это когда различные точки на поверхности детали находятся в пределах заданных допусков эксцентриситета обычно относительно оси, заданной концами детали. т..е. 2 точки детали принимаются за базу относительно которых производятся измерения, это могут быть:
- обработанные с торцов центры
- точки детали определяемые с помощью специальной оснастки (например для трубы в качестве оснастки выступают центры трубные грибковые
- геометрические центральные точки 2-х цилиндрических поверхностей на концах детали
В процессе этой операции проверяют геометрические формы изделия, показатели прямолинейности оси и остаточную кривизну. Годными считают те изделия, у которых отклонение размеров находятся в пределах допусков, заданных технологами для последующей механической обработки.
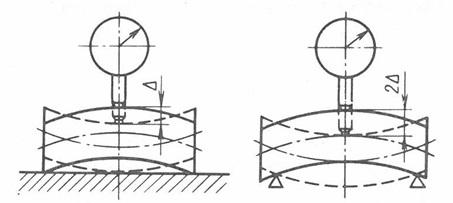
Для круглых валов и цилиндрических деталей - вращением изделия и индикаторной головкой проверяют биения поверхности – вогнутость равна половине амплитуды показаний индикатора.
Правильность формы готовых заготовок можно определить визуально на глаз или с помощью шаблонов и измерительных инструментов.
При оснащении пресса электронными измерительными системами и датчиками - информация с них может передаваться на экран как вспомогательная информация для правщика так и в систему ЧПУ для последующей обработки.
ПРАВКА ДЕТАЛЕЙ ВЫСОКОЙ ТВЕРДОСТИ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ
Детали высокой твердости обладают высокой хрупкостью (низкой пластичностью), поэтому лучше всего их править с подогревом. Время правки должно быть минимальным. Металлы с высоким содержанием углерода имеют плохую пластичность.
Какие это детали:
- длинные оправки
- протяжки
- инструмент для глубокого сверления
- шпиндели
Чугун это металл с почти отсутствием текучести.Чугун можно попробовать выпрямлять очень медленной правкой растянутой во времени.
ПРАВКА НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ
.jpg)
Низкоуглеродистые стали обладают высокой пластичностью и хорошо выпрямляются в холодном состоянии.
При нагружении низкоуглеродистых сталей при начале пластической деформации образуется зуб пластичности. У материалов с высоким содержанием углерода такого зуба на графике не наблюдается. Даже у деталей из одной партии эти графики будут немного отличаться.
ПРАВКА ДУГОВОГО ИЗГИБА
При правке дугового сабельного изгиба, расположенного в одной плоскости, определяют эту плоскость и отмечают белым маркером точку с торца детали.
ЧЕРНОВАЯ ПРАВКА:
Концы детали ставят в тележки.
Если изгиб большой, то производят черновую правку "на глазок".
Разбивают деталь на несколько локальных областей, нижние призмы ставят по концам локальных областей и производят надавливание на середину каждой локальной области.


Чем больше этапов черновой правки и получения большего количества вершин тем точнее процесс.

ЧИСТОВАЯ ПРАВКА:
Деталь устанавливают на подвижные тележки.
Выставляют нижние призмы примерно 20 х диаметров.
Измерения кривизны производят индикатором. Правку производят в точке максимального изгиба всей детали. Проводят повторные измерения.
Правку ведут до момента вхождения искривления детали в коридор допуска.
Необходимо предотвращать переход равномерного изгиба в s-образный, который гораздо тяжелее выпрямить. Это происходит когда при надавливании штоком проходят точку выпрямления и совершают изгиб в обратную сторону (ПЕРЕГИБ).
ПРАВКА S-ОБРАЗНОГО ИЗГИБА
s-образный изгиб может иметь несколько видов:
- равномерная синусоида с короткой волной
- равномерная синусоида с длинной волной
- неравномерная синусоида
- чередование синусоиды и прямых участков.
Когда мы правим детали большой длины с наличием s-образного изгиба в одной плоскости, то мы разбиваем деталь на локальные области правки с равномерным сабельным изгибом. Границами этой области могут быть точки перегиба синусоиды или точки конца прямолинейного участка. Призмы стараемся установить по концам прямолинейного участка, чтобы не искажать соседние области.
Отмечаем точку маркером с торца детали (ориентация вокруг своей оси).
Выпрямление вначале проводим черновое (на глазок), а потом чистовое с инструментальным контролем.
Перед каждым нагружением и исправлением локального участка, оператор должен обладать хорошим пространственным мышлением и ему необходимо оценить: а не ухудшится ли общая кривизна детали, после надавливания.
При выпрямлении в какой- то точке детали в предыдущую точку вносится новая ошибка, т.е. мы портим картину искривления, которую получили благодаря предыдущим правкам.
КАК ВЫПРАВИТЬ ИЗОГНУТЫЕ КОНЦЫ
Концы валов или труб искривляются в результате аварийных ситуаций при работе вращающихся механизмов. Зона изгиба гнутого вала обычно начинается от места установки подшипника. При правке самое главное не ухудшить состояние неискривленного участка.
Правка таких дефектов состоит из 2- этапов:
- правка в центрах
- правка непосредственно конца
Для правки изогнутых концов вала или трубы на 1 этапе один конец вала жестко фиксируют к правильному столу прижимами, а под начало зоны искривления вала подкладывают нижнюю правильную призму и производят одно или несколько нажатий на конец вала. Этим мы производим предварительную правку. Далее деталь правится как обычно - на 2-х нижних призмах в несколько нагружений.
ПЛАСТИЧНОСТЬ МЕТАЛЛОВ

Пластичность это основной параметр металла для возможности правки. Пластичность это способность сохранять форму после снятия нагрузки и не разрушаться. Пластичность обусловлена 2 свойствами кристаллической решетки: скольжение (деформация сдвига), двойникование. В металлах имеются однородные плоскости, которые могут скользить друг относительно друга - это вызывает пластическую деформацию.
Пластичность металла зависит от:
- давление
- температура
- скорость приложения давления - чем быстрее прикладывается усилие, тем выше хрупкость
- внутренней чистоты и однородности металла - примеси (сера и др) увеличивают хрупкость
- пластичность металла зависит от и направления прокатки во время изготовления, т.е. пластичность вдоль прокатки существенно выше (в 2 раза) чем поперек. А пластичность в толщину вообще низкая
- шероховатости - чем выше шероховатость тем хуже металл гнется
- высокое содержание углерода или наличие кремния, хрома, вольфрама - снижает пластичность
- наличие в легированной стали ванадия или никеля увеличивает пластичность
- легирование марганцем увеличивает прочность, но не изменяет пластичность стали
- малоуглеродистая сталь, латунь, свинец - очень пластичные металлы
- чугун, бронза, дюраль - имеют плохую пластичность
Для всех реальных металлов усилие начала пластической деформации может отличаться как большую так и в меньшую сторону, чем расчетное для идеального металла.
Как узнать что началась пластическая деформация? Металл начинает издавать звуки, треск.
| Металл | Предел текучести, МПа | Описание |
| Конструкционная сталь | 265-345 | |
| Мартенситностареющая сталь | 2600 | |
| Титан | 940 |
Титан широко используется в судостроении, из-за малой плотности и исключительной стойкости к воздействию морской воды. Из титановых листов делают обшивку судов. Листы могут быть с дефектами (волнистость, коробоватость) после изготовления, для исправления дефектов листового титана можно использовать правильные пресса портального типа. Прутки из титановых сплавов применяются для изготовления валов, распорок, опор. Для правки деталей и заготовок из титана возможно использовать гидропресса, а также многовалковые правильные машины. |
| Чугун | 130 | |
| Берилий | 345 | |
| Алюминиевый сплав | 240-414 | |
| Медь | 60-320 |
Применяется в виде листов, полосы, прутков, ленты, катоды, штыки, вайербарсы, слитки. Так же медь применяется в электротехнической продукции. Для изготовления проволоки или получения порошка для металлокерамики. Прутки тянутые, прутки прессованные, листы горячекатаные, листы твердые, ленты термообработанные, листы холоднокатаные. Медь обладает наивысшей после серебра электро и тепло проводностью. Обладает полной устойчивостью к атмосферной коррозии. |
| Бронза | 200 | Высокопрочный сплав на основе меди и олова. Обладает повышенной прочностью, не подвержен коррозии, хорошо поддается ковке. Свойства разнятся в зависимости от типа легирующей добавки (свинец, хром, железо и др.): повышенная прочность, низкий коэффициент трения, стойкость к коррозии, хорошая свариваемость. Главным недостатком является низкая теплопроводность. Продукция из бронзы: бронзовый пруток, бронзовая лента, бронзовая полоса, бронзовая труба, бронзовая проволока, бронзовый шестигранник. |
| Алюминий | 30 | Сочетает в себе малую плотность и прочность, устойчивость к коррозии и резким перепадам температуры. Легко формуется, поддается механической обработке, сваривается различными видами сварки. Имеет широкое применение в промышленности в виде: листов, труб, плит, профильного проката. Применяют эти изделия для изготовления элементов конструкций, не запланированных для значительных нагрузок. |
| Вольфрам | 750 | |
| Железо | 125 | |
| Кадмий | 10 | |
| Магний | 20 | |
| Никель | 120 | Легко куется и прокатывается, обладает магнитными свойствами. Основная сфера применения - металлургия, для производства высоколегированных нержавеющих сталей. Никелевые сплавы сохраняют свои качества при многократном длительном нагревании. Благодаря пластичности и легкости в ковке из никеля получают очень тонкие изделия: полосы, ленты, листы. Активно используют никель в производстве проволоки и прутков. |
| Свинец | 10 | |
МОДУЛЬ УПРУГОСТИ

Важным параметром металла является модуль упругости Юнга - способность материала сопротивляться растяжению или сжатию.
Низкий модуль упругости у алюминия, бронзы, дюрали, а также таких металлов как латунь, магний, медь, олово, свинец, титан, цинк, серый чугун.
Высокий модуль упругости у стали, хрома, никеля.
Детали могут быть упругими и хрупкими и наоборот - неупругими, на зато пластичными.
ДЕФЕКТЫ И БРАК ПРИ ПРАВКЕ
При правке могут возникать много видов дефектов, которые в основном зависят от квалификации оператора- правщика. Дефекты могут быть обратимые или необратимые (брак).
На появление дефектов также влияет и качество правильной оснастки.
После правки рекомендуется сделать на деталях дефектоскопию, для выявления трещин. Также внимательно осмотрите детали на предмет повреждения и замятий.
| Основные виды дефектов: | |
| морщины | |
| разрушение |
разрушение детали на части проходит по типу вязкое разрушение или вязкий срез. Разрушению предшествует образование зародышевой трещины. Вязкий срез - это значит увеличение трещины происходит не мгновенно, он имеет на срезе матовый оттенок. |
| изменение сечения сплошных материалов | |
| усталостные трещины и усталостное разрушение | если вы правите БУ деталь,то необходимо иметь ввиду что возможно также образование усталостных трещин и последующее разрушение. Детали с течением времени испытывают повторно-переменные нагрузки, меняющие с течением времени свой знак и от этого в металле возникают циклические напряжения, которые и вызывают трещины. Оно может развиваться даже от напряжений небольшой величины(гораздо меньше предела текучести), но даже в таком случае деталь немного плывет. Деталь постепенно накапливает напряжения. Есть такое свойство детале й- выносливость - это сколько циклов деталь может выдержать до разрушения. Пластичность металла от нагрузки будет выше, если ему предшествовала нагрузка с другим знаком. Усталостные трещины всегда образуются на поверхности - зарождение такой трещины происходит на 5% от циклов выносливости - далее трещина только увеличивается. Далее несколько микротрещин объединяются в одну большую трещину. Развитие трещины происходит скачками, что связано с паузами в нагружении |
| измение сечения (круглости) трубы - появление овальности или эллипсности | |
| замятие,вдавливание и повреждение внешней поверхности от контакта с призмами | |
| трещины |
|
| откалывание покрытий | |
| расслоение внутреннего вязкого слоя и наружного закаленного |
Какие мероприятия уменьшают вероятность брака?
- использование оснастки с накладками из мягких материалов
- точный электронный контроль хода штока вниз
- контроль максимальной силы пресса
- использования датчиков предотвращения образования трещин. Это достаточно дорогой датчик, который крепится на верхнюю призму и выдает сигнал в электронный блок контроля для 3D обработки
- использование механических ограничителей хода
- учитывание остаточных напряжений при правке
- учитывание для тонких валов - остаточной силы пружинения
- необходимо иметь ввиду что после правки остаются остаточные напряжения, которые потом могут исказить картину прямолинейности. Сразу после правки измерения покажут одни значения, через несколько часов показатели могут вырасти за границы допуска. Поэтому если есть возможность лучше сделать отпуск для снятия напряжений. Температура отпуска не должна снижать твердость детали, а время отпуска больше 2 часов.
СЕБЕСТОИМОСТЬ И ЭКОНОМИКА ПРОЦЕССА ВЫПРЯМЛЕНИЯ
Всегда необходимо оценивать: что выгоднее выправить деталь или изготовить новую.
На экономику правки влияет:
- сколько технологических операции изготовления детали уже прошло и их общая стоимость - какой процент в себестоимости изготовления детали уже использован.
- остаточный ресурс детали после правки - например: многие БУ детали можно выправить, но усталость металла и общий износ в ближайшее время приведут к поломке.
- сколько времени необходимо затратить на правку - иногда часами правят деталь, а нужный результат не получается
- какой процент неисправимого брака возникает после правки
- расход электричества
- заработная плата правщика
- изготовления дополнительной правильной оснастки для конкретного типа детали.
- амортизация пресса
- аренда, освещение и отопление участка правки
Кроме экономики имеется фактор производства, когда экономика отодвигается на второй план - главное сделать вовремя детали за любые деньги.
ВРЕМЯ ПРАВКИ ДЕТАЛИ
Время правки детали на ручных прессах зависит от различных параметров:
- квалификация оператора
- длина детали
- диаметр детали
- начальная кривизна мм/м
- допуск кривизны
- тип и сложность кривизны
- вес детали - чем тяжелее деталь тем она инерционные и тем больше времени требуется чтобы ее ориентировать
- усилие пресса - чем больше усилие пресса, тем больше времени требуется для правки
- зазор между заготовкой и наковальнями. Этот зазор выбирается медленным рабочим ходом и требуется достаточно много времени для его выбора и начала упругой деформации
Для автоматических правильных прессов для конкретной детали количество точек правки и точек измерения обычно фиксировано и чем больше этих точек тем больше время требуется на исправление дефектов детали.
Например для детали с одной точкой правки и измерения - среднее время правки составит 16 секунд. Для детали с числом точек правки 2 - среднее время правки 32 секунды, для числа точек правки 4 - среднее время правки - 64 секунды.
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА ПРАВИЛЬНЫХ МАШИНАХ
.jpg)
Во время операции правки из за больших пружинений возможен вылет заготовки из зоны прессования, и если оператор окажется на пути вылетевшей заготовки, то это может привести к травмам. Поэтому желательно установка защитных ограждений. Запрещено стоять у концов детали.
Также во время правки необходимо не помещать руки в зону правки - руки могут попасть под шток или между деталью и столом или нижними призмами.
Какие мероприятия увеличивают технику безопасности?
- использование для управления правильной машиной ножной педали позволяет удобнее работать оператору т.к. свободны обе руки, что повышает технику безопасности
- переносной пульт кнопочного управления машиной
- насос с низкой скоростью увеличивает время процесса правки,что позволяет точнее контролировать перегиб. Пресс должен иметь низкую рабочую скорость и не должен ударять бойком об деталь при первоначальном касании
- светильник местного освещения в зоне выпрямления
- регулятор давления и скорости в зоне выпрямления
- механический и электронный ограничители хода штока
- кнопка "Аварийный останов" находится у рабочего места
- качественная правильная оснастка высокой жесткости и прочности с хорошим креплением к столам
- не стоит снижать время правки в угоду техники безопасности - лучше поправить за 5 нажимов и безопасно, чем за 2 нажима - но с вероятностью вылета
- необходимо ограничивать максимальное усилие нажима машины для данной детали, чтобы исключать разрушение детали при правке
- концы заготовок лучше фиксировать
Услуги нашей компании: ремонт гидравлических прессов, модернизация гидропрессов, такелажные работы по прессам, демонтаж, монтаж нового оборудования, изготовление новых специальных прессов, разработка под требования заказчика, проектирование нестандартных прессов.
 |
правка прямолинейности ступенчатых и гладких валов | возможны ручные, полуавтоматические и автоматические прессы |
 |
правка термообработанных трансмиссионных валов | |
|
|
правка коленвалов | Пресса для правки коленвалов применяются при изготовлении новых, а также при ремонте БУ коленвалов легковых автомобилей, ДВС грузовых автомашина, дизелей локомотивов и дрезин, коленвалов судовых и корабельных двигателей,тракторных и танковых коленчатых валов. |
|
|
правка круглого проката и стальных кругов после термообработки | |
|
|
правка зубчатого вала или вал-шестерни | |
|
|
правка винтов и ШВП, резьбовых валов | необходимо защищать профиль резьбы используя скользящие втулки |
 |
правка штоков гидроцилиндров |
допустимое биение штока обычно считается 0.5мм/1 метр длины заготовки. При правке необходимо беречь хромовое покрытие и если его повредили придется заново хромировать |
 |
правка распредвалов | |
 |
правка прокатных валков и роликов | |
 |
правка буровых штанг, бурильных штанг ТБСУ. | Штанги можно править различного сечения- шестигранные, квадратные, круглые |
 |
правка роторов электродвигателей, электрических машин и тяжелых генераторов | |
 |
правка осей вагонов, полуосей локомотивов, вагонеток | |
 |
правка конических валов,шнеков и роторов сложной формы | |
.jpg) |
правка шлицевых валов и валов с несимметричными шлицами | для измерения биения и кривизны шлицевых валов на них одевают измерительную втулку с внутренними шлицами |
|
|
правка брусков, прямоугольного и квадратного профиля | |
|
|
правка экструдированного профиля различных сечений из цветных металлов | |
 |
правка шнеков,буров | |
  |
правка коротких и длинных стержней и прутков небольшого диаметра, правка оправок, правка деталей приборов. | |
 |
правка отливок, пропеллеров, литых мостов, форм, литья из черных и цветных металлов | |
 |
правка кованных валов,квадратных и прямоугольных кованных профилей, поковок после РКМ, правка плоских поковок, а также поковок из титановых и алюминиевых сплавов | При ковке изменяются механические свойства и структура металла и это необходимо учитывать при правке кованных заготовок |
| правка карданов и карданных валов |
Выпрямление карданного вала применяется в ремонтных цехах для ремонта и восстановления карданов автомобилей, грузовой техники, лесозаготовительной техники, военной техники. Наличие сварного шва осложняет правку кардана. |
 судовой коленвал
судовой коленвал коленвал трактора
коленвал трактора
.jpg)









ОБОРУДОВАНИЕ ДЛЯ ПРАВКИ И ВЫПРЯМЛЕНИЯ ГРЕБНЫХ СУДОВЫХ ВАЛОВ И ВАЛОПРОВОДОВ

УСС-Пермь реализует правильные пресса для правки судовых валов.
Искривление судовых валов происходит в результате аварийных ситуаций на воде - столкновения винта с препятствиями в воде. Поэтому при ремонте валов их необходимо выпрямлять. В начале при ремонте проводят визуальный осмотр валопровода на предмет видимых повреждений и трещин. На специальном валоповоротном устройстве или на токарном станке проверяют биение фланцев и шеек валов. Если биения вала небольшие то их устраняют проточкой, допустимое биение для вала - 0.1мм. После правки добиваются 0.02мм и менее.
На кораблях в валопроводах используется различные виды валов:
- упорные валы
- промежуточные валы с фланцами и без
- гребные валы
- дейдвудные валы
Гребные валы отличаются большой длиной до 20 метров, а составные валы до 30 метров, поэтому для их правки необходимы пресса большим столом. Диаметр валов доходит до 1000мм на больших ледоколах.
Правку производят в холодном состоянии, если достаточно усилия пресса, а также с нагревом, если пресс имеет недостаточное усилие. Валы изготавливаются из углеродистой, нержавеющей и легированной стали.
РУЧНОЙ ПРАВИЛЬНЫЙ ПРЕСС ДЛЯ ПРАВКИ И РУЧНАЯ ПРАВКА
Предлагаем к поставке новые ручные правильные пресса, предназначенные для ручной правки деталей, выпрямления заготовок и валов.
Что значит ручная правка?
Термин ручная правка - это не удары молотком или кувалдой, это механизированное выпрямление деталей на специальных правильных гидравлических прессах с ручным управлением.
Пресс для ручной правки управляется оператором, который самостоятельно производит измерения, находит точки правки, определяет последовательность правки,производит ручную загрузку заготовок в зону прессования, ручное управление ходом штока - на сколько необходимо перегнуть искривленную заготовку, чтобы компенсировать изгиб.
Точность правки и время правки полностью зависят от опыта и интуиции правщика. Чем больше деталей прошло "через руки" правщика, тем лучше чувствует правщик свойства металла- когда заканчивается упругость, когда начинается текучесть, когда начинаются образовываться трещины.
Один человек может выпрямить деталь за 10 секунд за 1 одно нажатие, другой человек такой же вал с такой же кривизной будет править 10 минут с непонятным результатом.
Достоинство ручных правильных прессов:
- низкая цена покупки
- их универсальность - при частом смене видов деталей, время на переналадку - минимальное.
Ручные правильные пресса могут быть оснащены дополнительными опциями: электропривод вращения заготовки вокруг своей оси (вместо вращения заготовки руками), электропривод продольного перемещения заготовки относительно штока, УЦИ, бесконтактное измерение величины биения - но от этого пресс не перестает быть ручным.
ПОЛУАВТОМАТИЧЕСКАЯ И АВТОМАТИЧЕСКАЯ ПРАВКА НА СТАНКАХ И ПРЕССАХ и ПРАВИЛЬНЫХ АВТОМАТАХ
Правильный автомат от правильного полуавтомата отличается наличием механизма загрузки заготовок в зону правки, а также последующая автоматизированная выгрузки из нее.
В остальном правильные автоматы и полуавтоматы по конструкции и алгоритму правки идентичны между собой. В них прессом автоматически производится измерение биения, автоматически вращается заготовка на нужный угол, автоматически в нужную точку совершается продольное перемещение заготовки. Далее пресс самостоятельно по сложным алгоритмам начинает надавливать на заготовку на нужное расстояние - в зависимости от свойств металла, а также от величины измеренной кривизны.
Автоматические и п/а правильные пресса имеют недостатки:
- сложность переналадки на другие детали, занимающая много времени
- высокая стоимость покупки правильных автоматов.
Достоинствами автоматических и п/а правильных прессов являются:
- высокая скорость правки, высокая точность
- отсутствие человеческого фактора во время процесса правки.
Такие прессы-автоматы применяются на серийных производствах с большим количеством выпрямляемых деталей в смену и когда редки переналадки.
ПРОИЗВОДСТВО РОССИЙСКИХ ПРАВИЛЬНЫХ ПРЕССОВ, СТАНКОВ И ОБОРУДОВАНИЯ ДЛЯ ПРАВКИ

Кто в России может изготовить на заказ правильный пресс, специальный правильный станок со вспомогательным оборудованием?
Мы более 10 лет занимаемся прессами для правки различных деталей.
А почему бы не купить импортный пресс для правки?
При заказе производства пресса на иностранном заводе, иногда заказчику бывает сложно объяснить все требования к правильному оборудованию, все тонкости и особенности оснастки. Иностранные заводы предлагают обычно типовые стандартные правильные прессы, которые иногда не устраивают заказчика по некоторым параметрам. Также нельзя не отрицать фактор санкций среди ряда государств и их нежелание работать с оборонными предприятиями России.
УСС-Пермь занимается:
- проектированием и изготовлением в Перми новых нестандартных правильных станков
- изготовление специальных правильных прессов
- производство нестандартной правильной оснастки, изготовленной для правки деталей различной формы
- модернизация БУ правильного оборудования
- ремонт БУ правильных прессов
Если вам нужно нестандартное правильное оборудование обращайтесь к нам УСС-Пермь по тел. 89024723578 tonybag1@mail.ru Мы уже более 15 лет в Перми занимаемся производством специальных правильных прессов. Срок производства занимает от 5 месяцев. Гидравлика при сборке используется пр-во Китай или Тайвань.
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 20 ТОНН ДЛЯ ПРАВКИ ТРУБ

УСС-Пермь предлагает к поставке малый гидравлический правильный пресс усилием 20 тонн.
Новый, Модель USS-PR-20
Производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 20 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 15мм, трубного проката до 40 мм.из черных и цветных металлов. А также для выпрямления небольших заготовок малого сечения.
| усилие номинальное | 20 тонн (200кН) |
| масса пресса | 1500кг. |
| мощность привода | 2кВт |
Пресс может быть по заказу оснащен любым размером стола, ходом штока (200мм/300мм/400мм/600мм/800мм/1000мм/1500мм/2000мм).
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 30 ТОНН ДЛЯ ПРАВКИ ПРОКАТА (модификация сервоэлектрический / сервогидравлический)
УСС-Пермь предлагает к поставке гидравлический правильный пресс усилием 30 тонн.
Новый, Модель USS-PR-30, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 30 тонн предназначен для ручной правки и управляется оператором. Возможна версия - сервогидропривод или пресс с ЧПУ.
Предназначен для правки небольших заготовок, прутка и круглого проката диаметром до 25 мм, трубного проката до 45 мм.
Пресс может быть оснащен различной правильной оснасткой по заказу.
| усилие номинальное | 30 тонн (300кН) |
| масса пресса | 2000кг. |
| мощность привода | 4кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 40 ТОНН ДЛЯ ПРАВКИ ПРУТКА

УСС-Пермь предлагает к поставке гидравлический правильный пресс усилием 40 тонн.
Новый, Модель USS-PR-40, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 40 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 30мм, трубного проката до 50 мм.
Возможно оснащение сервогидравликой для точной правки или оснащение автоматической ЧПУ.
| усилие номинальное | 40 тонн (400кН) |
| масса пресса | 3000кг. |
| мощность привода | 4.5кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 50 ТОНН ДЛЯ ПРАВКИ ТРУБ

УСС-Пермь предлагает к поставке гидравлический правильный пресс усилием 50 тонн.
Новый, Модель USS-PR-50, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 50 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 40мм, трубного проката до 80 мм.
| усилие номинальное | 50 тонн (500кН) |
| масса пресса | 4000кг. |
| мощность привода | 5кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 60 ТОНН ДЛЯ ПРАВКИ КОРПУСОВ

УСС-Пермь предлагает к поставке гидравлический правильный пресс усилием 60 тонн.
Новый, Модель USS-PR-60, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 60 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 55мм, трубного проката до 90 мм.
| усилие номинальное | 60 тонн (600кН) |
| масса пресса | 5000кг. |
| мощность привода | 5кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 63 ТОНН ДЛЯ ПРАВКИ ОСЕЙ
УСС-Пермь предлагает к поставке гидравлический правильный пресс усилием 63 тонн.
Новый, Модель USS-PR-63, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 63 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 55мм, трубного проката до 90 мм.
| усилие номинальное | 63 тонн (630кН) |
| масса пресса | 5000кг. |
| мощность привода | 5кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 80 ТОНН ДЛЯ ПРАВКИ ПРОКАТА
УСС-Пермь предлагает к поставке гидравлический правильный пресс усилием 80 тонн.
Новый, Модель USS-PR-80, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 60 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 60мм, трубного проката до 100 мм.
| усилие номинальное | 80 тонн (800кН) |
| масса пресса | 6000кг. |
| мощность привода | 5кВт |
ТРУБОПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ РИХТОВКИ УСИЛИЕМ 100 ТОНН

УСС-Пермь предлагает к поставке новый правильный гидравлический пресс усилием 100 тонн.
Модель USS-PR-100, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 100 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 100мм, трубного проката до 150 мм.
| усилие номинальное | 100 тонн (1000кН) |
| масса пресса | 7000кг. |
| мощность привода | 7кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 200 ТОНН ДЛЯ РИХТОВКИ БУРОВОЙ ТРУБЫ

УСС-Пермь предлагает к поставке средний гидравлический правильный пресс усилием 200 тонн.
Новый, Модель USS-PR-200, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 200 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 180мм, трубного проката до 300 мм.
| усилие номинальное | 200 тонн (2000кН) |
| масса пресса | 9000кг. |
| мощность привода | 10кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 250 ТОНН ДЛЯ ПРАВКИ
УСС-Пермь предлагает к поставке гидравлический правильный пресс усилием 250 тонн.
Новый, Модель USS-PR-250, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 250 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 190мм, трубного проката до 300 мм.
| усилие номинальное | 250 тонн (2500кН) |
| масса пресса | 11000кг. |
| мощность привода | 11кВт |
ТРУБОПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 300 ТОНН ДЛЯ ПРАВКИ
УСС-Пермь предлагает к поставке гидравлический трубоправильный пресс усилием 300 тонн.
Новый, Модель USS-PR-300, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 300 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 250мм, трубного проката до 350 мм.
| усилие номинальное | 300 тонн (3000кН) |
| масса пресса | 12000кг. |
| мощность привода | 12кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 400 ТОНН ДЛЯ РИХТОВКИ

УСС-Пермь предлагает к поставке гидравлический правильный пресс усилием 400 тонн.
Новый, Модель USS-PR-400, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 400 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 300мм, трубного проката до 400 мм.
| усилие номинальное | 400 тонн (4000кН) |
| масса пресса | 18000кг. |
| мощность привода | 16кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 500 ТОНН ДЛЯ ПРАВКИ
УСС-Пермь предлагает к поставке гидравлический правильный пресс усилием 500 тонн.
Новый, Модель USS-PR-500, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 500 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 350мм, трубного проката до 450 мм.
| усилие номинальное | 500 тонн (5000кН) |
| масса пресса | 25000кг. |
| мощность привода | 16кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ РИХТОВКИ УСИЛИЕМ 600 ТОНН

УСС-Пермь предлагает к поставке гидравлический правильный пресс усилием 600 тонн.
Новый, Модель USS-PR-600, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 600 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 370мм, трубного проката до 460 мм.
| усилие номинальное | 600 тонн (6000кН) |
| масса пресса | 19000кг. |
| мощность привода | 16кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 630 ТОНН ДЛЯ ПРАВКИ
УСС-Пермь предлагает к поставке гидравлический правильный пресс усилием 630 тонн. Станина 4 колонная.
Новый, Модель USS-PR-630, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 630 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 370мм, трубного проката до 460 мм.
| усилие номинальное | 630 тонн (6300кН) |
| масса пресса | 19500кг. |
| мощность привода | 16кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 700 ТОНН ДЛЯ ПРАВКИ
УСС-Пермь предлагает к поставке гидравлический правильный пресс усилием 700 тонн. Станина 4-х стоечная.
Новый, Модель USS-PR-700, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 700 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 400мм, трубного проката до 500 мм.
| усилие номинальное | 700 тонн (7000кН) |
| масса пресса | 23000кг. |
| мощность привода | 25кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 800 ТОНН ДЛЯ ПРАВКИ
УСС-Пермь предлагает к поставке гидравлический трубоправильный пресс усилием 800 тонн. Станина 4-х стоечная или 1 стоечная.
Новый, Модель USS-PR-800, производство Тайвань, срок поставки 4 месяца, гарантия 1 год.
Пресс усилием 800 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 430мм, трубного проката до 600 мм.
| усилие номинальное | 800 тонн (8000кН) |
| масса пресса | 24000кг. |
| мощность привода | 25кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 1000 ТОНН ДЛЯ ПРАВКИ
УСС-Пермь предлагает к поставке новый гидравлический правильный пресс усилием 1000 тонн.
Станина четырехколонная или одностоечная.
Модель USS-PR-1000,
производство TAIWAN, срок поставки 7 месяцев, гарантия 1 год.
Пресс усилием 1000 тонн предназначен для ручной правки и управляется оператором. Предназначен для правки прутка и круглого проката диаметром до 500мм, трубного проката до 700 мм.
| усилие номинальное | 1000 тонн (10000кН) |
| масса пресса | 30000кг. |
| мощность привода | 40кВт |
ПРАВИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС УСИЛИЕМ 2000 ТОНН ДЛЯ ПРАВКИ
УСС-Пермь предлагает к поставке новый гидравлический правильный пресс усилием 2000 тонн.
Конструкция станины - четырехколонная.
Модель USS-PR-2000, производство Тайвань, срок поставки 6-8 месяцев, гарантия 1 год.
Пресс усилием 2000 тонн предназначен для ручной правки и управляется оператором. Возможна автоматическая и полуавтоматическая верия правильного пресса оснащенная ЧПУ.
Предназначен для правки заготовок большого сечения, круглого проката диаметром до 700мм, трубного проката до 1000 мм из черных и цветных металлов..
| усилие номинальное правки | 2000 тонн (20000кН) |
| масса пресса | 50000кг. |
| мощность привода | 40кВт |
ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ВЫПРЯМЛЕНИЯ И ВЫРАВНИВАНИЯ ТРУБЫ, ПРОКАТА И ПРУТКА
.jpg)
УСС-Пермь предлагает к поставке новый правильный станок для выпрямления проката и прутка из черных и цветных металлов.
Модель USS-ST-PR-2
пр-во Тайвань, срок поставки 4 месяца.
Цена с НДС.
Станок для выпрямления и выравнивания предназначен для работы на серийном производстве, где необходимо выравнивать большое количество круглого проката или прутков в смену.
Станок имеет проходной тип: прокат проходит сквозь станок и на выходе получаем выпрямленный пруток. Выпрямление происходит за счет специальной формы валков. Специальная кривая форма валков обеспечивает вращение заготовки вокруг своей оси, а также продольное перемещение вдоль станка. Число валков 2шт. Каждый выравнивающий валок имеет отдельный привод. Станок для выпрямления и выравнивания занимает мало места и дает высокую точность выпрямления на выходе.
Недостаток правильного станка такого типа- высокая цена.
| диаметр прутка |
| 6-10мм |
| 12-18мм |
| 15-20мм |
| 20-25мм |
| 24-40мм |
| 40-55мм |
| 50-70мм |
| 65-80мм |
| 90-100мм |
ПРАВИЛЬНЫЙ СТАН ДЛЯ ПРАВКИ И ВЫПРЯМЛЕНИЯ ПРОКАТА
.jpg)
УСС-Пермь предлагает к поставке новый станок для выпрямления металлического проката и прутка из черных и цветных металлов.
Модель USS-ST-PR-7
пр-во Тайвань, срок поставки 4 месяца.
Цена с НДС.
Правильный стан предназначен для больших объемах правки проката. Стан имеет многовалковую конструкцию и позволяет с высокой точностью производить выпрямление гнутого проката.
Недостаток правильного стана- высокая цена покупки, большие габариты, большое время переналадки на другой размер.
Каждый выравнивающий валок имеет отдельный привод.
| диаметр прутка |
| 6-12мм |
| 12-18мм |
| 13-20мм |
| 20-26мм |
| 24-35мм |
| 35-55мм |
| 50-70мм |
| 65-80мм |
| 90-100мм |
СПЕЦИАЛЬНЫЙ ПРАВИЛЬНЫЙ ПРЕСС ДЛЯ ПРАВКИ СЛОЖНЫХ ДЕТАЛЕЙ

Специальный правильный пресс предназначен для исправления кривизны специфичных деталей сложной формы:
- правка полых валов и пустотелых осей
- правка полых стержней, полых прутков полых трансмиссионных валов
- правка пустотелых резьбовых винтов
- правка карданов
- правка статора
- правка корпусов гидроцилиндров
Детали сложной формы требуют использование специальной правильной оснастки для измерения кривизны, а также для непосредственно правки.
УСС-Пермь предлагает гидропрессы для правки деталей пр-во Тайвань. срок поставки в Россию 4 месяца.
ТОЧНОСТЬ ВЫПРЯМЛЕНИЯ НА ПРАВИЛЬНЫХ СТАНКАХ
Прокатные станки подразделяются по точности выпрямляемого проката на:
- обычная точность правки - 1мм/ метр
- повышенная точность правки - 0.5мм/ метр
- высокая точность правки - 0.1мм/метр
- прецизионная точность правки - 0.01 мм/ м и менее.
От точности зависит цена на правильный станок. Нет необходимости покупать особо точный станок для правки обычного проката. Точность выпрямления задает технолог - он определяет границы допуска кривизны. Точность на выходе правильного станка может меняться в зависимости от механических свойств металла из которого сделана заготовка.
.jpg) |
|
| Екатеринбург, Первоуральск, Каменск-Уральский, Нижний тагил, Челябинск, Миасс, Златоуст, Магнитогорск, Орск, Курган, Оренбург, Тюмень, Уфа, Казань, Ижевск, Киров | бесплатная доставка |
| Нижний новгород, Владимир, Чебоксары, Пенза, Тамбов, Самара, Саратов | стоимость доставки 150.000 рублей |
| Волгоград, Астрахань,Воронеж, Курск, Орел, Липецк, Белгород | стоимость доставки 200.000 рублей |
| Москва, Калуга, Рязань, Тверь, Смоленск, Брянск | стоимость доставки 180.000 рублей |
| Казахстан | уточняйте |
| Краснодар, Ростов на дону, Ставрополь, Таганрог | стоимость доставки 180.000 рублей |
| Санкт-петербург, Петрозаводск, Архангельск, Псков,Сыктывкар, Салехард | стоимость доставки 180.000 рублей |
| Омск, Томск, Новосибирск, Сургут, Нижневартовск, Барнаул | стоимость доставки 150.000 рублей |
| Красноярск, Кемерово, Иркутск, Улан-Удэ, Хабаровск, Комсомольск-на Амуре, Владивосток | стоимость перевозки уточняйте |
.jpg)