
Гидравлический портальный пресс для правки листа, плит и металлоконструкций
ГИДРАВЛИЧЕСКИЙ ПОРТАЛЬНЫЙ ПРЕСС ДЛЯ ПРАВКИ ЛИСТА, ПЛИТ И МЕТАЛЛОКОНСТРУКЦИЙ
Вы часто задаетесь вопросом как выпрямить кривой лист , выпрямить изогнутые металлоконструкции и выравнить металлические плиты ?
УСС-ПЕРМЬ предлагает к продаже новые гидравлические пресса для правки листа и гнутых сварных металлических конструкций .
Мы предлагаем к продаже портальные гидравлические пресса пр-во Тайвань , Россия ( УСС).

| модель | УСИЛИЕ правки | РАЗМЕР СТОЛА | макс. расстояние от нижнего стола до штока |
| USS-pr100 | 100 Тонн | 1000х2000мм., 2000х2000мм, 2000х4000мм , 3000х6000мм и др. | 700мм / 1000мм / 1500мм / 2000мм / 2500мм и др. |
| USS-pr200 | 200 тонн | ||
| USS-pr300 | 300 тонн | ||
| USS-pr400 | 400 тонн | ||
| USS-pr500 | 500 тонн | ||
| USS-pr800 | 800 тонн | ||
| до 2000 тонн |
Прессы позволяют производить устранение дефектов в холодом состоянии , а также с предварительным подогревом ( для деталей большой толщины и сечения).
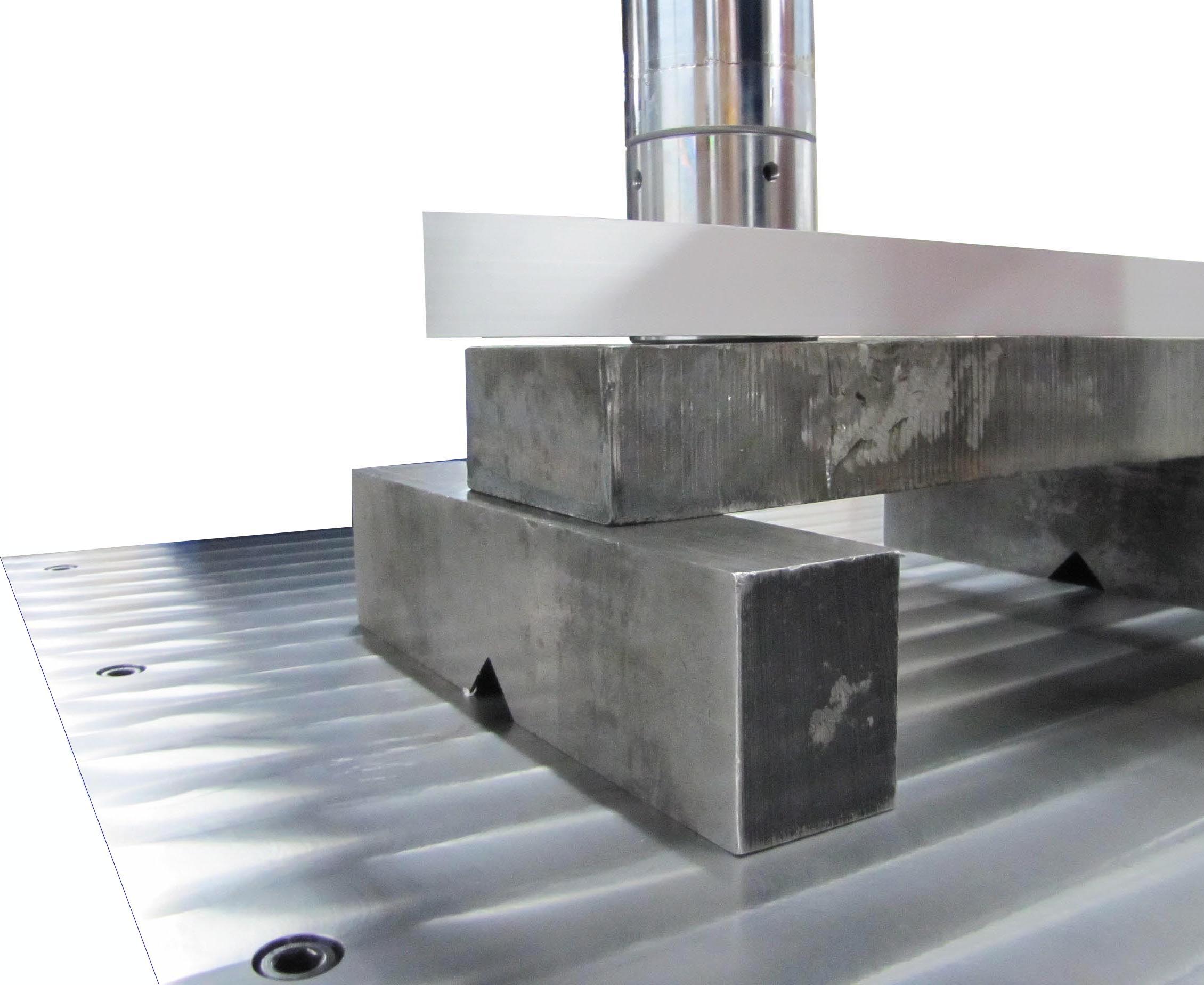
Точечная правка плоскости листа производится 3-х точечным методом : одна точка - шток пресса , 2 других точки - специальные бруски подкладываемые под заготовку. Деталь в процессе правки неподвижна , а шток пресса перемещается в нужную точку правки.
Дополнительные возможности пресса :
- правка толстолистового металла с большой толщиной
- гибка толстого листа и полосы
- гибка листа для судостроения
- гибка металлоконструкций
- правка труб и валов
- ремонт искривленных металлоконструкций ( в результате аварийных ситуаций и внешних воздействий.
- правка и рихтовка черных и цветных металлов ( алюминий , медь , бронза )
- преварительное нагружение при сборке
- точечное прессование для склейки,клепки или сварки
.jpg)
Очень часто в цехах по сборке металлоконструкций возникает проблемы:
- снабжение привезли гнутый лист , двухтавровую балку или швеллер ,повредившиеся в результате неправильной транспортировки или хранния
- поступили искривленные коробачатые детали в ремонт ( например стрелы кранов или экскаваторов) в результате силовых механических воздействий во время эксплуатации.
- искривление деталей во время востановительных работ
- неплоскостность- изгиб плоскости листа, выгнутость , вогнутость - возникающие после заготовительного участка. Также распространенным дефектом являются : прогиб по длине, саблевидность( выгиб оси) , скручивание, волнистость.
- изгиб полосы и полосового проката после резки на гильотинных ножницах
- изгиб листового металлопроката и плит большой толщины после плазменной или газовой резки
- искривление и коробление формы сварных металлоконструкций и балок после сварки ( непараллельность ,неперпендикулярность, растяжение, отклонение от проектного положения, взаимное смещение)
Почему это возникает ?

Искривление листа или металлоконструкций возникает ввиду остаточных напряжения внутри металла.
ОБОРУДОВАНИЕ ДЛЯ ПРАВКИ ЛИСТА И МЕТАЛЛОКОНСТРУКЦИЙ
Вследствии местного нагрева ( высокотемпературное воздействие) во время сварочных работ- этот эффект еще называют сварочная деформация , после нагрева от плазменной или газовой резки , а также после термообработки.
Листовой прокат в результате образовавшихся внутренних напряжений изгибает и коробит в одной или нескольких плоскостях , что не позволяет слесарям по сборке металлоконструкций изготовить изделия нужных размеров и формы .
Технологам сварочного производства приходится выбирать два пути: или отправлять детали в брак или попытаться выправить детали на специальном правильном оборудовании.
Какое правильное оборудование может быть использовано для выпрямления листа или металлоконструкций ?
Листовой прокат может быть выпрямлен на портальном правильном прессе. Также подобные работы можно проводить и на многовалковых листоправильных машинах ( но это только для листового металла).
| вид операции |
портальный пресс | многовалковые листоправильные машины |
| правка листа | + | + |
| правка м/к ( тонкостенных и толстостенных) | + | - |
| скорость переналадки на другую деталь | быстрая | долго |
| возможность гибки | + | - |
| правка листов большой тощины | + | - |
| правка коротких листов | + | - |
| скорость правки | средняя ( зависит от опыта правщика) | быстрая |
| точность правки | можно добиться высокого высокого качества правки | зависит от количества валков , а тажке от соответствия толщины листа диапазону правки конкретной машины. |
Цена на правильное оборудование - Договорная.
в цену включено:
- НДС 20%
- доставка
- ПНР
- гарантия 1 год
Конструкция портального пресса для правки листа и м/к
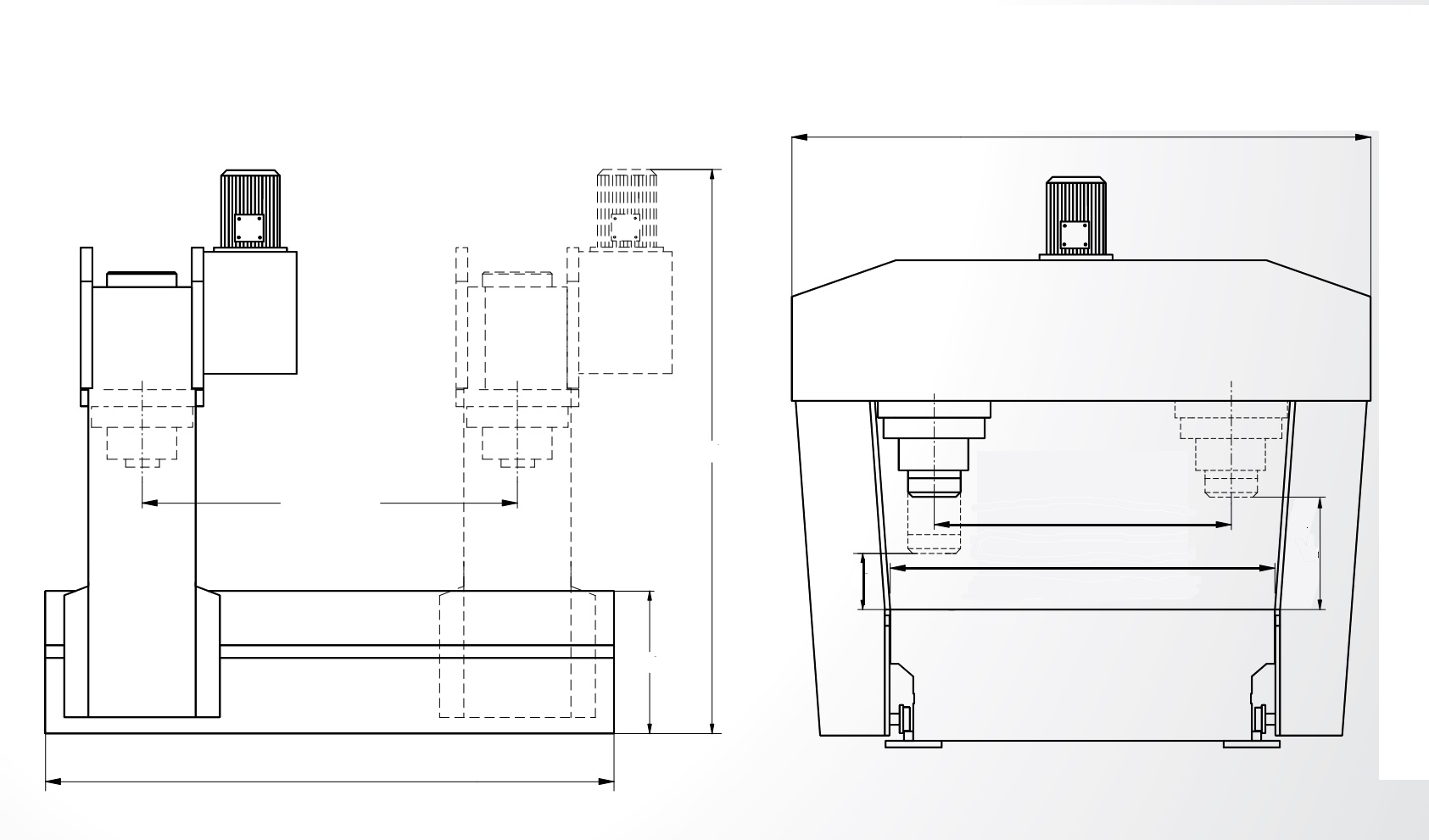
Пресс называют еще координатным прессом , т.к. он обеспечивает перемещение по 3-м координатам.: продольное, поперечное и вертикальное.
Правильный пресс состоит из 2-х основных частей : правильный стол и подвижный портал.
Правильный стол - сварная металлоконструкция с ребрами жесткости и рельсами.

.jpg)
.jpg)
Сверху на стол в качестве опции может быть установлена правильная плита большой толщины.

Рельсы на столе предназначены для продольного перемещения портала вдоль стола. Портал при нагружении упирается в специальные выступы-упоры стола.
Подвижный портал перемещается вдоль стола электромеханически с помощью реечной передачи . В верхней части портала установлена подвижная каретка , которая обеспечивает поперечное перемещение штока . Перемещение каретки электромеханическое с помощью реечной передачи. Гидростанция установлена непосредственно на каретке. Управляется пресс от выносного пульта ( проводного или ДУ). Максимальное давление пресса можно регулировать специальной ручкой.

Пресс за отдельную плату может оснащаться :
- добавочный подвижный портал для фиксации и прижима детали на столе

- Устройство цифровой индикации ( УЦИ) положения штока по вертикали
- регулирование рабочей скорости штока
- беспроводной пульт дистанционного управления прессом
- светильник местного освещения в зоне правки
- гидравлический преднатяг портала - для снижения удара во время нагружения
- увеличенная высота портала для выпрямления высоких деталей
- увеличенный ход штока ( например для правки ступенчатых деталей)


ТЕХНОЛОГИЯ И СПОСОБЫ ПРАВКИ ЛИСТА НА МОСТОВОМ ПРЕССЕ

Правильные листовые пресса позволяют выпрямить листы из разных металлов:
- стальные листы ( котельная сталь , конструкционная сталь , сталь для авиастроения, судостроительная сталь, броневая сталь , сталь для мостостроения и др.)
- стальные листы из нержавеющей стали
- листы из цветных металлов ( алюминий , титан , свинец , латунь , бронза , медь,дюраль)
Лист шириной уже 600мм называется полосой- для правки полосы используются правильные пресса с узким столом и большой длинной.
На мостовом прессе возможно выпрямить листы любой толщины как тонкие так и толстые при условии достаточности развиваемого прессом усилия .
Чем ниже рабочая скорость штока пресса тем удобнее править и легче контролировать положение штока , но зато страдает производительность процесса выпрямления.
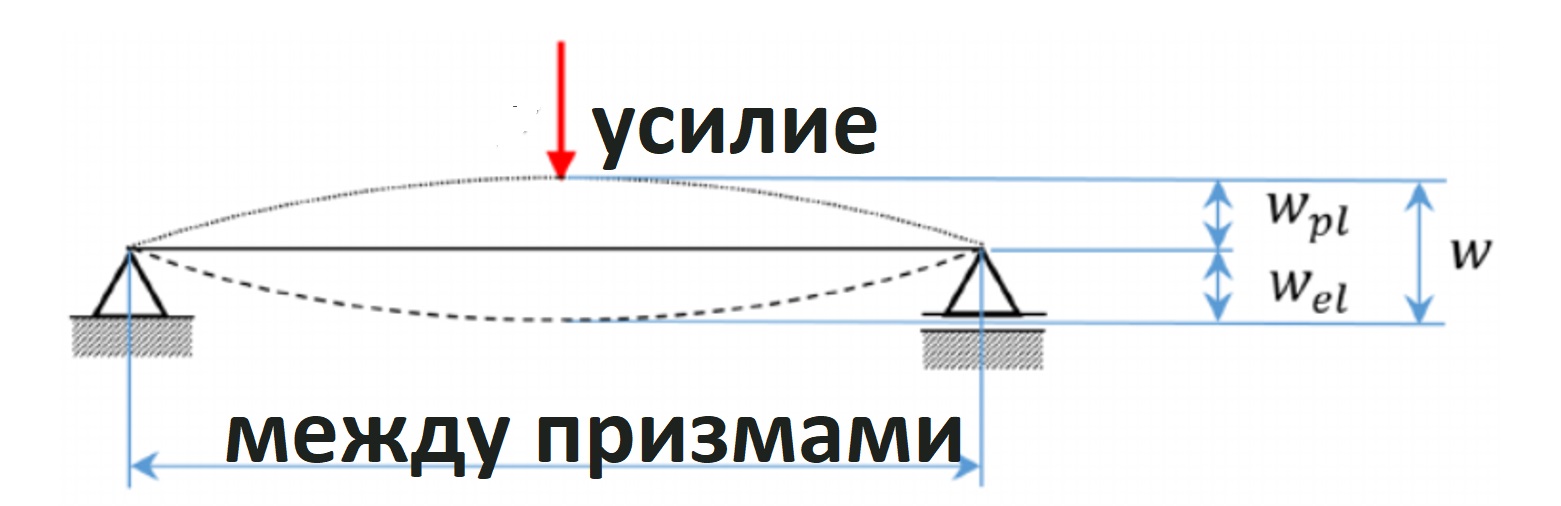
Для правки дефектов листа необходимо найти точку с максимальным отклонением и произвести нажим вниз с перегибом . Если лист положить прямо на плоскость правильного стола , то выправить дефект не получится. Для нужного перегиба под лист снизу подкладываются металлические бруски различной высоты.
Ход штока пресса во время правки определяется = величина отклонения + компенсация пружинения металла.
Величина пружинения листа металла больше величины отклонения в несколько раз и зависит от :
- свойство металла и его текучести
- толщина листа
- расстояние между нижними правильными металлическими брусками
Правку производят несколько раз в одной или нескольких точках . Лист во время правки неподвижен , а пресс совершает продольные и поперечные поперемещания вдоль правильного стола и оператор подводит шток к определенной точке.
Проверку остаточного искривления производят линеалами на просвет или щупами . Если допуск отклонения в норме, то процесс правки прекращают. Если дефект "передавили" , то лист переворачиваем и правим с другой стороны.

Необходимо помнить :
- что после правки остаются остаточные внутренние напряжения в металле , которые впоследствии могут ухудшить качество правки- когда это может произойти непонятно.
- материал во время правки вначале пружинит , потом течет(т.е. выпрямляется),если дальше продолжать нагружать лист , то могут произойти необратимые изменения ведущие к браку- трещины и разрушения в листе. Что бы этого не случилось необходимо ограничивать максимальное усилие развиваемое прессом ( с помощью регулируемого гидравлического клапана), а также ограничивать ход штока вниз ( это можно сделать в с помощью нижних ограничивающих брусков, помезаемых под точку правки)
- следует очитывать направление прокатки листа на металлургическом заводе (провка вдоль листа и поперек листа покажет разные значения и параметры)

 правильная оснастка
правильная оснастка
Пресс может оснащаться различной дополнительной оснасткой:
- V-образные призмы для правки труб и валов, подпружиненные ролики или центры для вращения .
- закаленный боек
- боек из мягкого металла
- правильный стол с Т-образными пазами или с резьбовыми отвестиями для крепления
- лазерная разметка.
.jpg)
 верхний боек может иметь различную форму - для точечной правки или для правки с широким бойком
верхний боек может иметь различную форму - для точечной правки или для правки с широким бойком
ТЕХНОЛОГИЯ ПРАВКИ МЕТАЛЛОКОНСТРУКЦИЙ НА МОСТОВОМ ПРЕССЕ
Правка требуется если величина отклонений в размерах выше допусков.

Какие металлические конструкции можно править?
- сварные балки ( выпучивание стенок балок, грибовидность полок, перекос полок )
- корпуса ( ромбовидность, винтообразность,
- рамы насосов, электродвигателей , генераторов( кручение , диагональное смещение, вертикальные и горизонтальные смещения, разноплоскостная деформация)
- рамы автомобилей , тракторов- восстановление геометрии после аварии
- стрелы и секции автокранов гнутые в результате больших нагрузок,даления и перегрузка
- ремонт техники

Пресс позволяют править гнутые металлоконструкции любой формы и толщины с остаточной деформацией - при условии достаточности усилия пресса , а также соответствия размеров м/к размерам пресса ( в основном по ширине и высоте).
Необходимо иметь ввиду , что некоторые конструкции все таки не получится выправить ввиду больших деформаций и сложных мест локализаций.
Если усилие достаточно , то лучше править на холодную , а вот если усилия пресса недостаточно ,то необходмо место дефекта подогревать до 700 градусов. Не рекомендуется производить горячую правку , если сварной шов находится ближе 500мм от гнутого места .
Правка производится трехточечным методом.
Если в конструкции несколько дефектов , то правку начинают с устранения самого большого дефекта ,а далее последовательно устраняются другие дефекты .
При правке необходимо защищать поверхность металла от вмятин и забоин. Самое хрупкое место при правке- сварные швы- именно на них необходимо обращать внимание в первую очередь , чтобы не разрушить конструкцию.
.jpg)
Также пресс можно использовать для гибки металлоконструкций.
Величину деформации при малых длинах измеряют линейками , а при больших длинах - струнами. Вертикальные дефекты определяют отвесами.
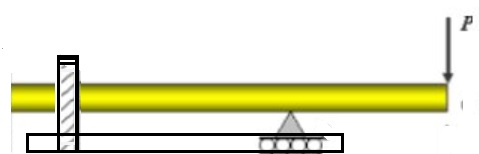 для правки изогнутого конца - деталь ставят на призмы и один конец жестко фиксируют , а на 2 конец прикладывают усилие.
для правки изогнутого конца - деталь ставят на призмы и один конец жестко фиксируют , а на 2 конец прикладывают усилие.
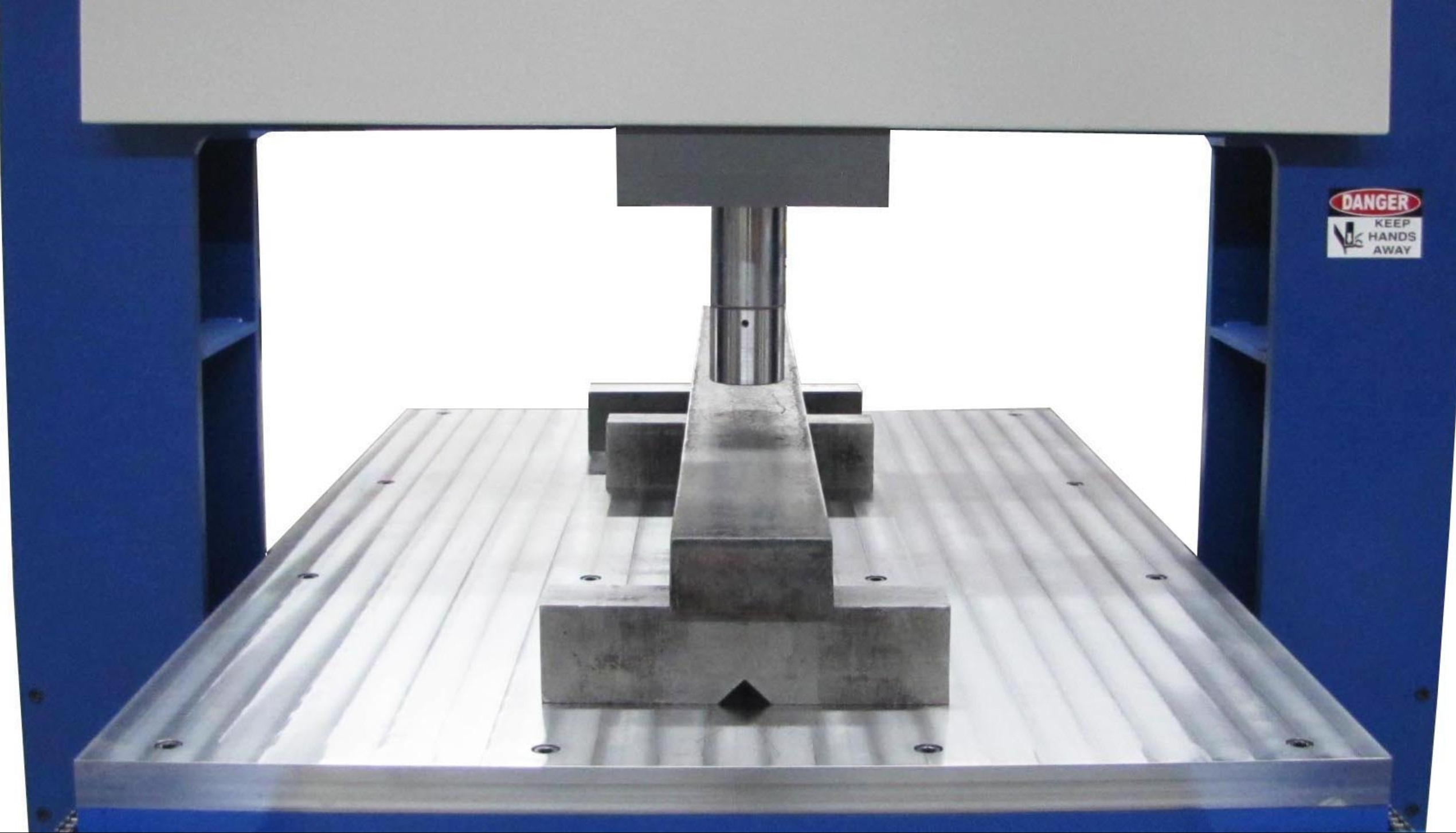
 правка узкой полосы из толстого металла
правка узкой полосы из толстого металла
ТОЧНОСТЬ ВЫПРЯМЛЕНИЯ НА ПРАВИЛЬНЫХ МОСТОВЫХ ПРЕССАХ
Портальные мостовые прессы подразделяются по точности выпрямляемого проката на :
- обычная точность правки - 1мм/ метр
- повышенная точность правки - 0.5мм/ метр
- высокая точность правки -0.1мм/метр
- прецизионная точность правки -0.01 мм/ м и менее.
От точности зависит цена на портальный пресс. Нет необходимости покупать особоточный пресс для правки обычного проката. Точность выпрямления задает технолог- он определяет границы допуска кривизны. Точность может меняться в зависимости от механических свойств металла из которого сделана заготовка.
КООРДИНАТНЫЙ МОСТОВОЙ ПРЕСС ДЛЯ ПРАВКИ ИЛИ ГИБКИ ЛИСТА И М/К
Координатные мостовые гидравлические пресса могут различаться в зависимости от количества координат :
- 2-х координатные мостовые пресса
Координаты пресса : перемещение штока вверх/ вниз и поперечное перемещение цилиндра . Такие пресса используются для деталей небольшой длины или если требуется недорогой пресс пресс. - 3-х координатные гидравлические пресса.
Координаты пресса : продольное перемещение вдоль стола, поперечное перемещение вдоль стола, опускание штока.
 пресс с увеличенной высотой и шириной
пресс с увеличенной высотой и шириной
ПРАВКА ЛИСТА КОВКОЙ НА КОВОЧНОМ ОБОРУДОВАНИИ
Для правки и выпрямлении листа может быть применено ковочное оборудование :
- арочный павровоздушный молот
- скоростные гидравлические пресса
- скоростные механические пресса.
Ковкой тяжело добиться хорошего качества выпрямления , поэтому это оборудование может быть использовано для предварительной или черновой правки.
В данном методе правки листа происходит множественный местный наклеп наружных волокон металла , которые стягивают и устраняют деформацию листа. Данный тип выправления применяется для правки небольших листов.
Производство портальных прессов для правки листа и металлоконструкций
.jpg)
Производство прессов начинается с согласования с Заказчиком технического задания с уточнением технических параметров пресса. После согласования срок изготовления новых портальных прессов составляет примерно 3-5 месяцев.
Правильный пресс доставляется автотранспортом в разобранном виде и собирается в цехе заказчика.
Мы можем организовать доставку по всей территории России, а тажке осуществить сборку и пусконаладочные работы (ПНР).
Специального фундамента пресс не требует.
ПРИМЕРЫ ДЕТАЛЕЙ ВЫПРЯМЛЯЕМЫХ НА ПОРТАЛЬНЫХ МОСТОВЫХ ПРЕССАХ
 |
правка швеллеров и балок |
 |
правка трубы и круглого проката |
 |
гибка листа и днищ |
 |
правка и выравнивание сварных металлоконструкций ( м/к), сварных корпусов , стрел кранов и экскаваторов |
| правка корпусных литых заготовок | |
| правка сварных балок , C-профиля , Z-профиля | |
| правка гнутого профиля | |
| правка бронеплит и защитных кожухов | |
| правка станин и оснований, сварных каркасов, сварных и болтовых рам | |
| правка установочных монтажных рам для электродвигателей , генераторов и насосов | |
| прввка фундаментных рам |
ЛИСТОПРАВИЛЬНАЯ МНОГОВАЛКОВАЯ МАШИНА
.jpg)
УСС-Пермь кроме портальных гидропрессов , может также предложить для правки листа листоправильную машину.Правильные многовалковые машины предназначены только для выпрямления гладкого листа или полосы , а сложные детали имеющие разную толщину, выступы или приварные элементы листоправильные машины не способны выпрямить.
пр-во Китай.
Модель USS-SRT-RL.
срок поставки в Россию - 5 месяцев.
цена с учетом НДС 20%.
Листоправильная машина может выпрямлять металлические листы из черных и цветных металлов.
| толщина листа | 1мм/2мм/4мм/6мм/10мм/20мм/30мм/40мм/50мм/60мм/70мм |
| ширина листа | 500мм/1000мм /1500мм/2000мм/2500мм/3000мм |
Вы можете купить портальный гидравлический пресс для правки листа , плит и металлоконструкций, обратившись в УСС по тел . 89024723578 tonybag1@mail.ru