
ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ПРАВКИ И ВЫПРЯМЛЕНИЯ
ПРАВИЛЬНЫЙ РИХТОВОЧНЫЙ СТАНОК ДЛЯ ПРАВКИ И ВЫПРЯМЛЕНИЯ ДЕТАЛЕЙ И ЗАГОТОВОК
Вы не знаете где можно в России купить правильный станок? Вам требуется выпрямлять искривленные детали их цветных и черных металлов? Как получить прямую заготовку?
Как выпрямить деталь? Как выправить концы ?
УСС-Пермь предлагает новые станки для правки заготовок.
Правка на станках основана на пластической деформации металла. Металл вначале пружинит , а потом начинает безвозвратно "течь" и принимать новую форму , задаваемую правильным станком.
Выпрямление возможно в холодном состоянии ( холодная правка ) и в горячем состоянии с предварительным нагревом ( горячая правка).
По принципу действия правильные станки делятся на 2 типа:
| тип | фото | модель | точность правки | скорость правки | время переналадки на другю деталь | цена покупки станка | возможность правки круглых деталей | возможность правки некруглых деталей | |
| правильный пресс |  |
USS-STR-HP | зависит от опыта правщика | зависит от квалификации правщика | быстро | низкая | да | да |
усилие правки от 15/20/25/30/35/40 /50/60тонн 80 /100 / 120 /150 /160 /200 /250 /300 / 400 /500 / 600 /630 / 700 /800 /900 /1000 тонн до 2000 тонн |
| правильная машина | .jpg) |
USS-STR-ROLL | высокая | высокая | долго | высокая | да | нет |
количество валков : 2/3/4/5/6/7/8/9/11 |
ПРАВИЛЬНЫЙ ПРЕССОВЫЙ СТАНОК ДЛЯ ПРАВКИ ВАЛОВ, ВИНТОВ И ОСЕЙ

УСС предлагает новые правильные станки для 3-х точечной правки давлением валов и осей.
пр-во Тайвань. Срок доставки -4-5 месяцев. Цена с НДС 20%.
Модель USS-STR-HP.
| усилие правильного станка |
| 20 тонн |
| 30 тонн |
| 40 тонн |
| 50 тонн |
| 60 тонн |
| 80 тонн |
| 100 тонн |
| 150 тонн |
| 200 тонн |
| до 2000 тонн |
Главный цилиндр может быть расположен вертикально или горизонтально.
За счет увеличения размеров нижнего правильного стола на станке -возможна правка очень длинных деталей.
Правильные рихтовочные станки предназначены для правки и выпрямления различых видов деталей :
- длинные и коротки гладкие валы,укороченные валы,удлиненные валы
- ступенчатые валы и переменные валы
- полые валы
- трансмиссионные валы
- ходовые валы
- оси малых и больших диаметров
- корабельные валы , судовые валы и валопроводы
- винты
- болты , шпильки
- распредвалы
- коленвалы
- карданы
- квадратный прокат,овальный прокат, шестигранник, уголок , швеллер,балка,профильный прокат.
- стержни
- направляющие
- полосы , лист, бруски, рейки
- высокоточный калиброванный прокат , прецизионный прокат повышенной точности
Возможны специальные версии прессового правильного станка :
- станок автомат с ЧПУ с автозагрузкой и выгрузкой
- станок-полуавтомат
- правильный станок с удлиненным столом
- высокоточный правильный станок повышенной точности правки
- станок с широким правильным столом
а также возможны дополнительные опции: УЦИ, бесконтактное измерение , специальная правильная оснастка, электропривод вращения детали , электропривод перемещения детали , рольганги, приставные столы.
Вы можете купить новый и БУ правильный станок для правки и выпрямления валов и труб , обратившись в УСС-Пермь по тел. 8-902-47-2-35-78 tonybag1@mail.ru.
ТРУБНЫЙ ПРЕССОВЫЙ ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ПРАВКИ ТРУБ
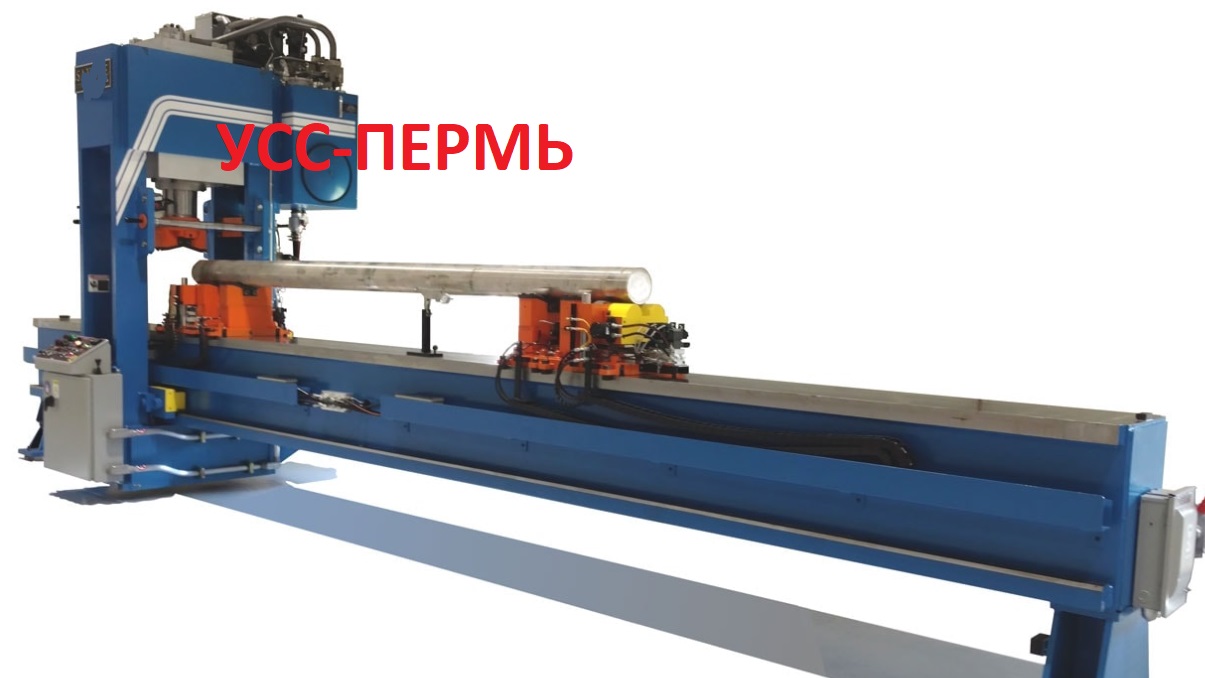
УСС предлагает новые правильные станки для правки трубы и трубных заготовок различной длины ( малые, короткие, средние,стандартные , удлиненные) , а также различных диаметров , включая нестандатрные и специальные трубы.
Подвижный цилиндр на портале перемещается вдоль детали и производит правку надавливанием в нужное место. Станок может быть оснащен механизмом поворота трубы вокруг своей оси , а также специальными тележками для измерения биения.
Станок пр-во Тайвань.
Срок доставки -4-5 месяцев.
Цена с НДС 20%.
Модель USS-STR-HP.
Правильные трубные станки предназначены для правки и выпрямления:
- гладкие круглые и овальные трубы
- квадратные и прямоугольные трубы, профильные труб
- цельнотянутые трубы
- электросварные трубы
- полые заготовки и детали , полые валы, полые винты, полые оси
- ступенчатые трубы
- тонкостенные трубы
- толстостенные трубы
- буровые трубы
- трубные заготовки
- конические трубы и трубы переменного сечения
| максимальный диаметр выпрямляемой трубы |
| до 30мм |
| до 50мм |
| до 80мм |
| до 100мм |
| до 200мм |
| до 400мм |
| до 700мм |
| до 1000мм |
| до 2000мм |
Вы можете купить новый и БУ трубный правильный станок для правки и выпрямления труб , обратившись в УСС-Пермь по тел. 8-902-47-2-35-78 tonybag1@mail.ru.
ПРАВИЛЬНЫЙ ВАЛКОВЫЙ СТАНОК ДЛЯ ПРАВКИ ПРУТКА, ТРУБЫ И ПРОКАТА
.jpg)
УСС предлагает новые валковые правильные станки для правки труб , проката , прутка.
пр-во Тайвань. Срок доставки -4-5 месяцев.
Цена с НДС 20%.
Модель USS-STR-ROLL.
Правильные станки предназначены для правки и выпрямления проходным методом :
- круглые гладкие трубы
- круглые прутки
- круглый прокат
- дорны
- оправки
- длинные стержни
| диаметр круглого проката |
| 3-10мм |
| 6-14мм |
| 10-20мм |
| 20-30мм |
| 35-50мм |
| 50-70мм |
| 70-100мм |
| свыше 100мм |
Прокат заходит с одной стороны валкового правильного станка кривой и выходит с другой стороны станка уже выпрямленный в допуске. Станки такого типа хорошо работают только в узком диапазоне диаметров проката и при выходе из диапазона сверху или снизу -получаем ухудшение качества правки.
Регулирование выпрямляющего станка это изменение расстояния между валками , изменение скорости вращения валков , изменения угла наклона валков.
Вы можете купить новый и БУ правильный станок для правки и выпрямления прутков , проката и труб , обратившись в УСС-Пермь по тел. 8-902-47-2-35-78 tonybag1@mail.ru.
Откуда берутся искривления в заготовках и деталях ?
Искривления формы в деталях возникают из-за внутренних напряжений внутри металла после :
- после термообработки и закалки
- после нанесения покрытий
- механическая несиметричная обработка
- неправильная перевозка
- неправильное хранение
- для БУ деталей - внешнее аварийное механическое воздействие , которое приводит к изгибу деталей.
Основные параметры искривлений и непрямолинейности в деталях :
- равномерное серповидное
- нервномерное -концы искривлены , а середина прямая
- синусоида или волна
- в одной плоскости
- в нескольких плоскостях
- торсионная деформация- скручивание
Необходимо иметь ввиду, что идеально ровных деталей не бывает в природе- все детали только считаются прямыми с допусками. Допуск на биение детали определяет технолог.
Правильные станки решают разные задачи по выпрямлению:
- плоскостность для листового металла и для м/к-устранение отклонения от плоскостности выруклости , вогнутости , волнистости и прогиба.
- отклонения формы
- прямолинейность поверхности
- прямолинейность вала и отклонение от прямолинейности , кривизна
- радиальное биение
Прежде чем править деталь на правильном станке необходимо :
- найти базу относительно чего необходимо править. Это может быть наружная поверхность вала ( правка по внешнему диаметру) , центры вала ( правка по центрам) , посадочнные под подшипники и шестерни и т.п.
- провести инспекцию искривления детали : какое отклонение от оси и какое биение для тел вращения , круглых труб, валов , цилиндров. , какой тип и закономерность искривления имеется , отметить точки максимального прогиба или изгиба.
После измерения кривизны составляют примерный план правки. Желательно не допускать перегиба детали в другую сторону, что может усложнить картину кривизны.
ТОЧНОСТЬ ВЫПРЯМЛЕНИЯ НА ПРАВИЛЬНЫХ ПРОКАТНЫХ СТАНКАХ
Прокатные станки подразделяются по точности выпрямляемого проката на :
- обычная точность правки - 1мм/ метр
- повышенная точность правки - 0.5мм/ метр
- высокая точность правки -0.1мм/метр
- прецизионная точность правки -0.01 мм/ м и менее.
От точности зависит цена на правильный станок. Нет необходимости покупать особоточный станок для правки обычного проката. Точность выпрямления задает технолог- он определяет границы допуска кривизны. Точность может меняться в зависимости от механических свойств металла из которого сделана заготовка.
КАКИЕ МЕТАЛЛЫ МОГУТ ВЫПРЯМЛЯТЬ ПРАВИЛЬНЫЕ СТАНКИ?
Правильные станки предназначены для правки различных видов металлов :
- алюминий и алюминиевые сплавы
- магний и магниевые сплавы
- нержавеющие стали
- цинк и цинковые сплавы
- медь и медные сплавы
- цинк и цинковые сплавы
- чугун- очень хрупкий металл и править его очень тяжело , велика вероятность трещин, поэтому необходимы специальные технологии правки чугуна
- высокоуглеродистые стали
- среднеуглеродистые стали
- низкоуглеродистые стали
- титан и титановые сплавы
- хром
- молибден
- тантал
- вольфрам
- высоколегированные стали
- сортовые низколегированные стали
- броневая сталь
- хрупкие металлы
- закаленные и термообработанные стали
Правка мягких металлов не вызывает проблем , а вот выправление деталей из твердых металлов с плохой пластичностью может вызвать проблеммы. Хрупкие или слоистые металлы могут при выправлении трескаться и впоследствии иметь внутренние невидимые глазу трещины, обнаруживаемые только на дефектоскопии. Предотвращение образования наружных и внутренних трещин , разломов - основная задача при правке на правильных станках. Самое главное - это не ухудшить после правки картину искривления и не довести до неустранимого брака.
ДОСТАВКА ПРАВИЛЬНЫХ СТАНКОВ ДЛЯ ВЫПРЯМЛЕНИЯ И ПРАВКИ МЕТАЛЛОВ ПО РОССИИ
Можем организовать доставку по России правильных станков , а также ПНР и запуск.
Стоимость доставки до городов УРАЛА : Ижевск, УФА, Киров, Казань, Набережные Челны, Екатеринбург, Челябинск, Каменск-Уральский, Полевской, Нижний Тагил, Магнитогорск- составляет 80.000рублей.
Стоимость доставки до городов : Москва, Санкт-Петербург, Нижний Новгород, Калуга, Смоленск, Тула, Рязань, Белогород, Липецк - составляет 120.000рублей.
Вы можете купить новый и БУ правильный рихтовочный станок , обратившись в УСС-Пермь по тел. 8-902-47-2-35-78 tonybag1@mail.ru.