
Токарные и токарно-винторезные станки аналоги 1К62 , 16К20 ,1к625 - диаметр обработки до 500 мм
УНИВЕРСАЛЬНЫЕ ТОКАРНО-ВИНТОРЕЗНЫЕ и ТОКАРНЫЕ СТАНКИ аналоги 1К62 ,16К20
Уралстанкосервис- пермская компания продавец и поставщик российского и импортного токарного оборудования на рынке России . Наша компания на рынке продажи металлорежущих станков и промышленного оборудования более 10 лет !

 стандартный станок - высокое качество и надежность !
стандартный станок - высокое качество и надежность ! .jpg)
Мы предлагаем к продаже только качественное надежное оборудование : станки токарно-винторезные типа 16к20 - новые станки производство Тайвань , советские станки б/у и после нашего ремонта .
 модификация - длинная станина
модификация - длинная станина 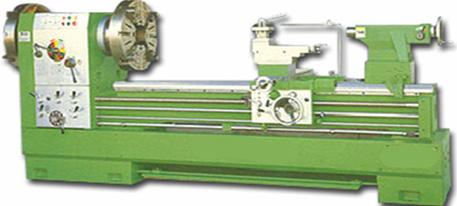 модификация - двойной патрон
модификация - двойной патрон
Продажа станков осуществляется со склада г. Перми ( для станков имеющихся в наличии ) или под заказ .
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ , ХАРАКТЕРИСТИКИ И ПАРАМЕТРЫ ОБРАБОТКИ СТАНКОВ типа 1к625 1к625Д производство Тайвань
|
модель
станка
|
максимальный
наибольший
диаметр
обработки над станиной
|
max . диаметр обработки
над суппортом и поперечными салазками суппорта
|
расстояние между центрами
РМЦ
Наибольшая длина продольного обтачивания и перемещения суппорта
|
длина устанавливаемой
и обрабатываемой детали и изделия
|
проходное сквозное
отверстие
в шпинделе - для обработки внутри шпинделя
(Наибольший диаметр прутка)
|
|
USS-T-400
USS-T-500
USS-T-600
USS-T-700
|
400 мм -стандартный
500 мм -увеличенный
600 мм -поднятые центра
700 мм -поднятые центра |
220 мм и др. |
1000 мм
1500 мм
2000 мм
модификации с удлиненной станиной для обработки длинномерных заготовок :
увеличенная длина-3000 мм
увеличенная длина-4000 мм
увеличенная длина-5000 мм
увеличенная длина-6000 мм
увеличенная длина-7000 мм
|
1 метр
1.5 м.
2 м.
3 м.
4 м.
5 м.
6 м.
7 м.
|
60 мм , 80 мм , 100 мм , 105 мм , 120 мм большой шпиндель 140мм ,160мм ,200 мм |
![]()
В стандартную комплектацию входит : система подачи СОЖ с гибкой регулируемой подачей в зону резания , установочные башмаки , комплект технической документации , центры упорные в заднюю бабку , 3-х кулачковый патрон , 4-х позиционная ручная резцедержка , инструмент для обслуживания станка . Вместе со станком поставляется Акт о проведении проверки станка на точность по ГОСТ или иностранным стандартам .
Станки могут применяться в ремонтных цехах РМЦ , для производства различных деталей в металлообрабатывающих цехах .
Опции и Аксессуары за дополнительную плату :
возможно изготовление и поставка станков по специальному заказу : увеличение высоты центров и диаметра обработки , увеличение мощности главного привода , установка частотного привода на шпиндель - бесступенчатая регулировка оборотов шпинделя , фрезерная и сверлильная головка , добавочный суппорт , удлинение станины - увеличение длины заготовки и длины обтачивания , установка заднего второго патрона , дополнительные кожуха и защиты , ограждения , пылезащита , взрывозащита , мощная задняя бабка с электроприводом , замена резцедержателя , производительная система смазки и СОЖ , Усиленные шпиндельные подшипники , тормозные устройства на шпиндель , коробка подач с измененными числами , гитара с иным передаточным отношением , дополнительный люнет , отдельно стоящий люнет , поддержка резьбового винта и вала , снижение или увеличение скорости шпинделя , резцедержатель добавочный задний , упор микрометрический продольного хода , резьбоуказатель , увеличенная максимальная масса обрабатываемого изделия в патроне и центрах , измененные пределы шагов нарезаемых резьб , добавление новых функций , оснащение средствами механизации и автоматизации .
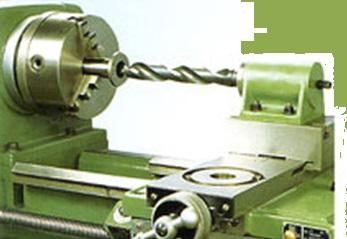 сверлильная оснастка
сверлильная оснастка
УСТРОЙСТВО ЦИФРОВОЙ ИНДИКАЦИИ ПОЛОЖЕНИЯ РЕЗЦА ( УЦИ ) - однокоординатное ( поперечная координата- поперечное перемещение суппорта ) или двухкоординатное ( поперечная и продольная )
 на контролируемые координаты устанавливаются высокоточные оптические линейки - отображающие абсолютное и относительное положение режущего инструмента .
на контролируемые координаты устанавливаются высокоточные оптические линейки - отображающие абсолютное и относительное положение режущего инструмента .
КОНУСНАЯ ЛИНЕЙКА
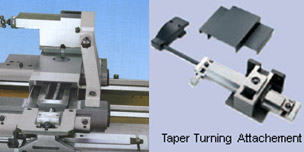 в задней части суппорта монтируется специальная коническая линейка , позволяющая регулировать и настраивать угол проточки протяженных конусов и конических поверхностей , а также нарезать конусные резьбы.
в задней части суппорта монтируется специальная коническая линейка , позволяющая регулировать и настраивать угол проточки протяженных конусов и конических поверхностей , а также нарезать конусные резьбы.
ПОДВИЖНЫЙ И НЕПОДВИЖНЫЙ ЛЮНЕТЫ
 Люнеты используются для обработки длинных деталей малого диаметра для избежания прогиба детали . Возможные типы люнетов : открытый неподвижный люнет 2-х опорный , закрытый неподвижный люнет 3-х точечный , отдельностоящий люнет- поддержка для обработки длинных заготовок , валов и труб.
Люнеты используются для обработки длинных деталей малого диаметра для избежания прогиба детали . Возможные типы люнетов : открытый неподвижный люнет 2-х опорный , закрытый неподвижный люнет 3-х точечный , отдельностоящий люнет- поддержка для обработки длинных заготовок , валов и труб.
ПЛАНШАЙБА
 устанавливается вместо патрона на шпиндель - позволяет зажимать детали сложной формы , которые тяжело зажимать в стандартные патроны . Крепление детали производится с помощью прихватов , накладок и болтов .
устанавливается вместо патрона на шпиндель - позволяет зажимать детали сложной формы , которые тяжело зажимать в стандартные патроны . Крепление детали производится с помощью прихватов , накладок и болтов .
ЗАЩИТА ПАТРОНА
 по требованиям техники безопасности токарный станок обязательно должен быть оснащен защитным экраном на патрон
по требованиям техники безопасности токарный станок обязательно должен быть оснащен защитным экраном на патрон
3,4-Х КУЛАЧКОВЫЙ ПАТРОНЫ
 самоцентрирующиеся и несамоцентрирующиеся кулачки
самоцентрирующиеся и несамоцентрирующиеся кулачки
ШЛИФОВАЛЬНАЯ ГОЛОВА
 для выполнения круглого наружного шлифования на станок может устанавливаться шлифовальная головка
для выполнения круглого наружного шлифования на станок может устанавливаться шлифовальная головка
|
|
|
||
| механизированный привод верхних салазок |
|


 |
 |
|
| увеличенное отверстие в шпинделе |
частотный электропривод шпинделя ( постоянная скорость резания- независимая от диаметра изделия) |
 система позиционирования и фиксации шпинделя
система позиционирования и фиксации шпинделя
Станок оснащен системой позиционирования шпинделя. Она включает- прямой дисковый тормоз шпинделя, система порота шпинделя
Спец.механизм по программе поворачивает шпиндель на нужный угол и фиксирует его в этом положении-это позволяет обрабатывать изделие боковыми фрезерными и сверлильными шпинделями.

 |
 |
 |
| фрезерование | фрезерование пазов |
боковое сверление |
УСТРОЙСТВО И ТЕХНИЧЕСКОЕ ОПИСАНИЕ СОВРЕМЕННЫХ ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКОВ
Токарный станок состоит из станины , передней шпиндельной бабки - коробки скоростей , гитары , коробки подач , суппорта с резцедержкой и задней бабки .
Станина токарного станка - выполнена из высококачественного чугуна или из материала Механит - что позволяет снижать вибрацию и резонанс станины и уменьшать дробление в различных режимах резания . Ширина станины - показатель жесткости базового элемента станка - чем более широкая станина тем лучше . Направляющие скольжения станины - закаленные и шлифованные , для высокоточных станков - направляющие дополнительно подвергают шабрению . В станине предусмотрена выемка для установки насоса СОЖ .
Шпиндельная бабка предназначена для вращения обрабатываемой заготовки вместе со шпинделем , а также для переключения токарем скоростей вращения шпинделя ( по специальному заказу станок может оснащаться бесступенчатым переключением скоростей передней бабки - благодаря применению на главном приводе частотного регулирования ). Шпиндель бывает двухопорный или трехопорный . Для вращения шпинделя применяются подшипники высокого класса с возможностью регулировки люфта . К шпинделю на коническую посадку крепится токарный патрон для зажима заготовки . Зажим патрона производится токарем специальным ключем вручную ( по специальному заказу - станок может быть оснащен пневмозажимом или гидравлическим зажимом кулачков) . Смазка передней бабки - централизованная . Положение передней бабки относительно станины настраивается специальными винтами - с помощью них добиваются минимальной конусности . Вращение шпинделя и торможение обеспечивается механизмом управления фрикционной муфтой ( фрикционом ) главного привода . В специальных модификациях токарных станков используются фрикционы с гидравлическим приводом . В задней части передней бабки обычно крепится электрошкаф системы управления станком.
От шпиндельной бабки на коробку подач вращение передается через сменные гитарные шестерни , позволяющие настраивать на станке специальные подачи суппорта и нарезание резьб. Наладку сменных шестерен производит токарь . Из коробки подач выходит ходовой вал и резьбовой винт , своим вращением передающие движение на фартук суппорта .
Суппорт предназначен для обеспечения продольного и поперечного перемещения резца с рабочей скоростью ( скорость подачи ) или с ускоренной скоростью , для установочных перемещений суппорта ( ускоренный ход ) . Суппорт состоит из фартука , нижних салазок - каретки , поперечных салазок , поворотная часть и резцедержатель . Резцедержка фиксируется в 4-х положениях . Маточная гайка на фартуке включается специальной рукояткой . Для высокоточных станков направляющие скольжения суппорта покрывают специальным антифрикционным материалом- для устранения эффекта прилипания на малых скоростях подачи . Также для увеличения точности и снижения люфта на поперечный ход вместо передачи ВИНТ-ГАЙКА используют ШВП . Для выбора направления подачи применяются механические сцепные кулачковые муфты или электрические многодисковые муфты ( электромуфты ) . Суппорт перемещается вдоль станины благодаря механизму - рейка и реечный палец . Для разделения рабочего и ускоренного хода в фартуке применяют муфту обгона .
Резцовые салазки -поворотные - угол поворота +/-90 градусов . Поворот используется для обработки коротких конусов . Резцовые салазки имеют ручное или механическое перемещение ( механический привод верхних резцовых салазок ) .
Задняя бабка предназначена для поддержания и для обработки деталей в центрах или для сверления деталей ( а также нарезания резьбы , зенкерования , развертывания ) . Задняя бабка передвигается вдоль станка по направляющим станины . Вращением штурвала задней бабки - пиноль выдвигается из корпуса задней бабки или задвигается обратно . Пиноль задней бабки фиксируется неподвижно специальной рукояткой . Диаметр пиноли определяет жесткость станка при обработке в центрах . Специальные регулировочные болты позволяют настраивать положение центра задней бабки в горизонтальной плоскости для поперечного смещения корпуса задней бабки . Коническое отверстие в пиноли - Морзе №6 (усиленный ) или № 5 (обычный ) . Основные параметры задней бабки : наибольшее перемещение пиноли и цена одного деления лимба перемещения пиноли . Благодаря поперечному смещению корпуса задней бабки - возможно на станке обрабатывать конуса .
НАЗНАЧЕНИЕ , ПРИМЕНЕНИЕ И ИСПОЛЬЗОВАНИЕ ПРОМЫШЛЕННЫХ ТОКАРНЫХ СТАНКОВ
.jpg)
Современные токарные станки применяются во всех отраслях промышленности , на машиностроительных заводах , в механических цехах , металлообрабатывающих мастерских для производительной механической обработки . Используются как для простейших токарных операций , так и для изготовления сложных технологичных деталей со множеством переходов токарем- профессионалом высокого разряда . Достаточная жесткость станка позволяет использовать его как обдирочный , для черновой обработки или как стабильный финишный станок - для окончательной чистовой обработки и получения качественной поверхности без потери точности обработки и сохранения геометрических размеров . Требуемая шероховатость поверхности достигается правильной настройкой и наладкой станка . Большой диапазон подач и скоростей позволяет обрабатывать различные черные и цветные металлы , чугун , нержавеющую сталь , сплавы алюминия и меди , латунь , бронзу , черный металлопрокат , пруток , трубы и трубный прокат . Возможности станка позволяют использовать его для обработки различных неметаллов : пластик , фторопласт и др.
На токарных станках можно обтачивать наружные и внутренние цилиндрические , конические поверхности , растачивать отверстия , обрабатывать торцевые поверхности и торцы заготовок , отрезать и подрезать детали . Станок можно использовать и для изготовления таких деталей как :
- гладкий вал
- ступенчатый вал
- диск , колесо
Токарные станки имеют большие технологические возможности , на них можно обрабатывать детали из закаленной и незакаленной стали , а также из труднообрабатывающих материалов . Коробка подач обеспечивает нарезание всех типов и видов однозаходных и многозаходных резьб - метрическая резьба , дюймовая резьба и др.
| производство | |
| румынский - производство Румыния | SN401( SN-401 ) , SN402( SN-402 ), SN501 ( SN-501 ) |
| Астраханский завод | 1В62 |
| Московский станкостроительный завод "КРАСНЫЙ ПРОЛЕТАРИЙ" | 16к20п - повышенного класса точности , МК6065 , 16к20г с выемкой в станине , 16к25 с увеличенным диаметром до 500 мм , МК6057(МК-6057) , МК6058 (МК-6058) , 16К20В |
| Челябинский станкостроительный завод | 1К625 ,1К625Д , ТС-75 , ТС75 ,1К62Д ,1К62ДГ с ГАП выемкой в станине , ДИП200 |
| Болгарский | модели CU - Болгария |
| САСТА | СА562 (СА-562) , СА564(СА564) |
| Ереванский завод , Алма-Атинский завод , Богородский завод | 16Р25, 1А625 ,16Б25 ,Б16Д25 ,16Е20 ,16Д20 , ФТ-11 (ФТ11) |
| производство ТАЙВАНЬ | модель USS |
- предлагаем капитальный ремонт ( капремонт ) и модернизацию ваших токарных станков на нашем ремонтном производстве в Перми .
- Покупка- продажа б/у металлорежущих токарных станков. Постоянный Спрос - Мы покупаем себе на склад в любом состоянии - неисправные , старые и разукомплектованные токарные станки .
| стоимость доставки | города |
| Бесплатная доставка до городов ПЕРМСКОГО КРАЯ |
Березники , Лысьва , Чайковский , Кунгур , Соликамск , Александровск , Губаха , Чусовой , Очер , Краснокамск , Добрянка , Чернушка , Оса |
| 10.000 рублей | Екатеринбург , Свердловская область , Нижний Тагил , Каменск-Уральский , Первоуральск , Челябинск , Миасс , Златоуст , Магнитогорск , Курган , Оренбург , Орск , Бузулук |
| 15.000 рублей | Уфа , Нефтекамск , Ишимбай , Стерлитамак , Октябрьский , Казань , Альметьевск , Ижевск ,Глазов , Набережные челны ,Киров |
| 30.000 рублей | Омск, Тюмень , Сургут, Нижневартовск , Самара , Тольятти ,Ульяновск , Димитровград |
| 60.000 рублей | Волгоград , Астрахань , Саратов , Воронеж , Курск , Пенза , Тамбов , Йошкар-ола , Чебоксары , Нижний новгород |
| 60.000 рублей | Москва , Владимир , Тула , Рязань , Калуга , Брянск , Тверь , Иваново , Ярославль , Рязань |
| 80.000 рублей | Санкт-Петербург , Петрозаводск , Архангельск , Сыктывкар |
| 80.000 рублей | Ростов на дону, Таганрог , Краснодар , Ставрополь , Белгород , Липецк |
| Поставка станков осуществляется со склада в г. Пермь . |
.jpg)
Вы можете запросить подробный прайс , купить и узнать стоимость средних токарно-винторезных станков , обратившись в Уралстанкосервис – Россия Пермь (342)298-35-78 факс 263-38-84 tonybag1@mail.ru