
Тяжелые токарные и токарно-винторезные станки аналоги 1м65 ,1Н65 , ДИП-500,ДИП-600 , ДИП-800 диаметром 1000 мм и более
УНИВЕРСАЛЬНЫЕ ТОКАРНЫЕ СТАНКИ и ТОКАРНО-ВИНТОРЕЗНЫЕ аналоги 1м65 (1н65), ДИП-500, ДИП-600, ДИП800
Уралстанкосервис ПЕРМЬ- пермская компания , продавец и поставщик российского и импортного металлорежущего токарного оборудования на рынке Урала , Сибири и России . Металлообрабатывающее оборудование предлагается как новое производство Тайвань так и российское б/у из наличия со склада в Перми или под заказ .
Наша компания на рынке продажи металлорежущих токарно-винторезных станков и промышленного оборудования для токарной механической обработки - более 10 лет !
Мы предлагаем только качественное надежное оборудование .
__________________________________________________________________________________________________________________________________
на складе в Перми!
цена на 2 августа 2021 года- Договорная
тяжелый токарный станок КЖ16 1981гв. КЗТС
диаметр 2500мм.
рмц=9000мм.
масса 105 тонн.
.jpg)
_________________________________________________________________________________________________________________________
.jpg)
.jpg)

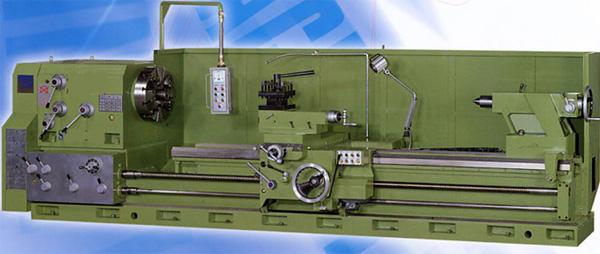
 стандартный станок - высокое качество и надежность .
стандартный станок - высокое качество и надежность . .jpg)
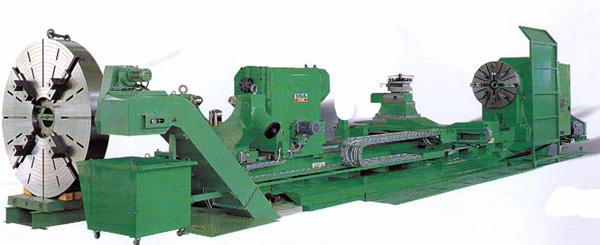
 станок с удлиненной станиной
станок с удлиненной станиной
Станок тяжелый токарный аналог 165 ДИП500 с ручным управлением - предназначен для всех видов токарных работ ( чистовых и черновых работ) ,проточка , обточка , нарезка ,торцевание , токарная расточка .
Станок нарезает разные резьбы- модульные, метрические , цилиндрические ,конические и питчевые.
Механическая токарная обработка на токарных станках может вестись в патроне или в центрах.
Обработка длинных изделий и деталей с большой длиной производится на токарных станках с длинной станиной ( удлиненными направляющими ) с установкой детали в люнетах.
Продажа станков осуществляется со склада г. Перми ( для станков имеющихся в наличии ) или под заказ .
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ , ХАРАКТЕРИСТИКИ И ПАРАМЕТРЫ ОБРАБОТКИ СТАНКОВ производство Тайвань
|
модель станка |
максимальный наибольший диаметр обработки над станиной |
max . диаметр обработки над суппортом и поперечными салазками суппорта |
расстояние между центрами РМЦ Наибольшая длина продольного обтачивания и перемещения суппорта |
длина устанавливаемой и обрабатываемой детали и изделия |
проходное сквозное отверстие в шпинделе - для обработки внутри шпинделя (Наибольший диаметр прутка)
|
|
USS-T-1000 USS-T-1200 USS-T-1400 USS-T-1600 |
1000 мм -стандартный 1200 мм -увеличенный 1400 мм -поднятые центра 1600 мм -поднятые центра |
|
1000 мм 1500 мм 2000 мм модификации с удлиненной станиной для обработки длинномерных заготовок : увеличенная длина-3000 мм
увеличенная длина-4000 мм
увеличенная длина-5000 мм
увеличенная длина-6000 мм
увеличенная длина-7000 мм 8000 мм , 9000 мм ,10000 мм , 12000 мм , 14000 мм ,15000 мм ,16000 мм |
1 метр 1.5 м. 2 м. 3 м. 4 м. 5 м. 6 м. 7 м. 8 м., 9 м.,10 м. ,12 м.,14 м.,15 м.,16 м. |
60 мм , 80 мм , 100 мм , 105 мм , 120 мм большой шпиндель 140мм ,160мм ,200 мм (опция 230,318,360,410,535мм) |
В стандартную комплектацию входит : система подачи СОЖ с гибкой регулируемой подачей в зону резания , установочные башмаки , комплект технической документации , центры упорные в заднюю бабку , 3-х кулачковый патрон , 4-х позиционная ручная резцедержка , инструмент для обслуживания станка . Вместе со станком поставляется Акт о проведении проверки станка на точность по ГОСТ или иностранным стандартам .
Современные высокоточные металлорежущие токарные станки очень удобны для металлообработки с высокой точностью и производительностью .
Универсальные токарные винторезные станки с ручным управлением типа ДИП-200 предназначены для точения и растачивания различных заготовок , нарезки резьбы всех типов и видов , отрезка , обработка торцов деталей .
Станки могут применяться в ремонтных цехах РМЦ , для производства различных деталей в металлообрабатывающих цехах .
Механическая токарная обработка детали может вестись в 3-х или 4-х кулачковом патроне или в центрах.
Обработка длинных изделий производится на токарных станках с длинной станиной ( удлиненными направляющими ) с установкой детали в люнетах.
По точности станки различаются - нормальной точности , повышенной точности , особоточные , прецизионные .
На все новое оборудование представляется гарантия 1 год - при условии соблюдения Покупателем Руководства по эксплуатации и рекомендаций паспорта на станок .
Опции и Аксессуары за дополнительную плату :
4-х кулачковый патрон , задняя бабка и пиноль с гидроприводом , патрон 3- х кулачковый с гидроприводом , механизированные верхние салазки для точения конусов , съемная выемка мостик в станине ГАП для увеличения диаметра обработки ( параметры ГАП - длина выемки и макс. диаметр над выемкой ) , дополнительные принадлежности и приспособления , центр упорный в переднюю бабку , центр вращающийся в заднюю бабку , держатель центрового инструмента в резцедержку , специальная резцовая оправка для резца для обработки на станке с ГАП при снятом мостике .
возможно изготовление и поставка станков по специальному заказу : увеличение высоты центров и диаметра обработки , увеличение мощности главного привода , установка частотного привода на шпиндель - бесступенчатая регулировка оборотов шпинделя , фрезерная и сверлильная головка , добавочный суппорт , удлинение станины - увеличение длины заготовки и длины обтачивания , установка заднего второго патрона , дополнительные кожуха и защиты , ограждения , пылезащита , взрывозащита , мощная задняя бабка с электроприводом , замена резцедержателя , производительная система смазки и СОЖ , Усиленные шпиндельные подшипники , тормозные устройства на шпиндель , коробка подач с измененными числами , гитара с иным передаточным отношением , дополнительный люнет , отдельно стоящий люнет , поддержка резьбового винта и вала , снижение или увеличение скорости шпинделя , резцедержатель добавочный задний , упор микрометрический продольного хода , резьбоуказатель , увеличенная максимальная масса обрабатываемого изделия в патроне и центрах , измененные пределы шагов нарезаемых резьб , добавление новых функций , оснащение средствами механизации и автоматизации .
.jpg)
ОПЦИИ И АКСЕСУАРЫ ЗА ОТДЕЛЬНУЮ ПЛАТУ
 устройство позиционирования шпинделя (шаг 5 градусов)+тормоз шпинделя - эта опция удобна для работы совместно с фрезерной головкой.
устройство позиционирования шпинделя (шаг 5 градусов)+тормоз шпинделя - эта опция удобна для работы совместно с фрезерной головкой.
 Опция: модификация с 2 суппортами
Опция: модификация с 2 суппортами
 укороченная станина для обработки коротких деталей
укороченная станина для обработки коротких деталей
 увеличенное и большое отверстие в шпинделе
увеличенное и большое отверстие в шпинделе
 Возможна установка механической подачи верхних салазок для нарезки конусов
Возможна установка механической подачи верхних салазок для нарезки конусов
ДОПОЛНИТЕЛЬНЫЙ РЕВОЛЬВЕРНЫЙ СУППОРТ -позволяет обрабатывать торец и внутреннюю поверхность изделия




ТОКАРНЫЕ СТАНКИ С УВЕЛИЧЕННЫМ ДИАМЕТРОМ ОБРАБОТКИ ИЗДЕЛИЯ -1400/1600/2000 мм и др
диаметр обработки над станиной : 1400мм,1500мм,1600мм, 1800мм , 2000мм , 2200мм ,2400мм
РМЦ - длина устанавливаемой детали : 2000мм , 3000мм , 4000мм , 5000мм, 6000мм , 7000мм , 8000мм , 9000мм ,10000 мм ,11000мм, 12000мм , 13000мм, 14000мм, 15000мм , 16000мм, 17000мм , 18000мм .
Отвертие в шпинделе проходное 150мм , 200мм , 300мм , 400мм , 500мм.
Диаметр патрона : 1000мм , 1200мм , 1400мм , 1600мм , 1800мм , 2000мм , 2200мм

станок с поднятыми центрами - увеличение диаметра обработки за счет проставок - поднятая передняя бабка , такие станки применяются для обработки габаритных изделий большого диаметра - емкость , фланец , колонна , барабан , корпус , вал , турбина и т.п.
станки типа 1М65 , 1м66 могут выпускаться с длинами РМЦ :
УСТРОЙСТВО ЦИФРОВОЙ ИНДИКАЦИИ ПОЛОЖЕНИЯ РЕЗЦА (УЦИ)
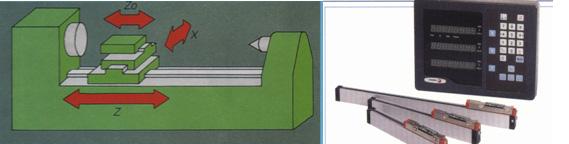 на контролируемые координаты устанавливаются высокоточные оптические линейки - отображающие абсолютное и относительное положение режущего инструмента .
на контролируемые координаты устанавливаются высокоточные оптические линейки - отображающие абсолютное и относительное положение режущего инструмента .
КОНУСНАЯ ЛИНЕЙКА
 Предназначена для нарезки конусной резьбы
Предназначена для нарезки конусной резьбы
в задней части суппорта монтируется специальная коническая линейка , позволяющая регулировать и настраивать угол проточки протяженных конусов и конических поверхностей , а также нарезать конусные резьбы.
ПОДВИЖНЫЙ И НЕПОДВИЖНЫЙ ЛЮНЕТЫ

 Люнеты используются для обработки длинных деталей малого диаметра для избежания прогиба детали . Возможные типы люнетов : открытый неподвижный люнет 2-х опорный , закрытый неподвижный люнет 3-х точечный , отдельностоящий люнет- поддержка для обработки длинных заготовок , валов и труб.
Люнеты используются для обработки длинных деталей малого диаметра для избежания прогиба детали . Возможные типы люнетов : открытый неподвижный люнет 2-х опорный , закрытый неподвижный люнет 3-х точечный , отдельностоящий люнет- поддержка для обработки длинных заготовок , валов и труб.
 ПАТРОНЫ
ПАТРОНЫ
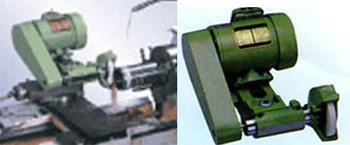 ШЛИФОВАЛЬНАЯ ГОЛОВА
ШЛИФОВАЛЬНАЯ ГОЛОВА
|
|
|
| механизированный привод верхних салазок | механизированный привод пиноли |


 |
 |
 |
| увеличенное отверстие в шпинделе | двойной патрон | частотный электропривод шпинделя ( постоянная скорость резания- независимая от диаметра изделия) |
ОПЦИЯ -СИСТЕМА ПОЗИЦИОНИРОВАНИЯ И ФИКСАЦИИ ШПИНДЕЛЯ
Станок оснащен системой позиционирования шпинделя. Она включает- прямой дисковый тормоз шпинделя, система порота шпинделя
Спец.механизм по программе поворачивает шпиндель на нужный угол и фиксирует его в этом положении-это позволяет обрабатывать изделие боковыми фрезерными и сверлильными шпинделями.

УСТРОЙСТВО И ТЕХНИЧЕСКОЕ ОПИСАНИЕ СОВРЕМЕННЫХ ТОКАРНО-ВИНТОРЕЗНЫХ СТАНКОВ
Токарный станок состоит из станины , передней шпиндельной бабки - коробки скоростей , гитары , коробки подач , суппорта с резцедержкой и задней бабки .
Станина токарного станка - выполнена из высококачественного чугуна или из материала Механит - что позволяет снижать вибрацию и резонанс станины и уменьшать дробление в различных режимах резания . Ширина станины - показатель жесткости базового элемента станка - чем более широкая станина тем лучше . Направляющие скольжения станины - закаленные и шлифованные , для высокоточных станков - направляющие дополнительно подвергают шабрению . В станине предусмотрена выемка для установки насоса СОЖ .
Шпиндельная бабка предназначена для вращения обрабатываемой заготовки вместе со шпинделем , а также для переключения токарем скоростей вращения шпинделя ( по специальному заказу станок может оснащаться бесступенчатым переключением скоростей передней бабки - благодаря применению на главном приводе частотного регулирования ). Шпиндель бывает двухопорный или трехопорный . Для вращения шпинделя применяются подшипники высокого класса с возможностью регулировки люфта . К шпинделю на коническую посадку крепится токарный патрон для зажима заготовки . Зажим патрона производится токарем специальным ключем вручную ( по специальному заказу - станок может быть оснащен пневмозажимом или гидравлическим зажимом кулачков) . Смазка передней бабки - централизованная . Положение передней бабки относительно станины настраивается специальными винтами - с помощью них добиваются минимальной конусности . Вращение шпинделя и торможение обеспечивается механизмом управления фрикционной муфтой ( фрикционом ) главного привода . В специальных модификациях токарных станков используются фрикционы с гидравлическим приводом . В задней части передней бабки обычно крепится электрошкаф системы управления станком.
От шпиндельной бабки на коробку подач вращение передается через сменные гитарные шестерни , позволяющие настраивать на станке специальные подачи суппорта и нарезание резьб. Наладку сменных шестерен производит токарь . Из коробки подач выходит ходовой вал и резьбовой винт , своим вращением передающие движение на фартук суппорта .
Суппорт предназначен для обеспечения продольного и поперечного перемещения резца с рабочей скоростью ( скорость подачи ) или с ускоренной скоростью , для установочных перемещений суппорта ( ускоренный ход ) . Суппорт состоит из фартука , нижних салазок - каретки , поперечных салазок , поворотная часть и резцедержатель . Резцедержка фиксируется в 4-х положениях . Маточная гайка на фартуке включается специальной рукояткой . Для высокоточных станков направляющие скольжения суппорта покрывают специальным антифрикционным материалом- для устранения эффекта прилипания на малых скоростях подачи . Также для увеличения точности и снижения люфта на поперечный ход вместо передачи ВИНТ-ГАЙКА используют ШВП . Для выбора направления подачи применяются механические сцепные кулачковые муфты или электрические многодисковые муфты ( электромуфты ) . Суппорт перемещается вдоль станины благодаря механизму - рейка и реечный палец . Для разделения рабочего и ускоренного хода в фартуке применяют муфту обгона .
Резцовые салазки -поворотные - угол поворота +/-90 градусов . Поворот используется для обработки коротких конусов . Резцовые салазки имеют ручное или механическое перемещение ( механический привод верхних резцовых салазок ) .
Задняя бабка предназначена для поддержания и для обработки деталей в центрах или для сверления деталей ( а также нарезания резьбы , зенкерования , развертывания ) . Задняя бабка передвигается вдоль станка по направляющим станины . Вращением штурвала задней бабки - пиноль выдвигается из корпуса задней бабки или задвигается обратно . Пиноль задней бабки фиксируется неподвижно специальной рукояткой . Диаметр пиноли определяет жесткость станка при обработке в центрах . Специальные регулировочные болты позволяют настраивать положение центра задней бабки в горизонтальной плоскости для поперечного смещения корпуса задней бабки . Коническое отверстие в пиноли - Морзе №6 (усиленный ) или № 5 (обычный ) . Основные параметры задней бабки : наибольшее перемещение пиноли и цена одного деления лимба перемещения пиноли . Благодаря поперечному смещению корпуса задней бабки - возможно на станке обрабатывать конуса .
НАЗНАЧЕНИЕ , ПРИМЕНЕНИЕ И ИСПОЛЬЗОВАНИЕ ПРОМЫШЛЕННЫХ ТОКАРНЫХ СТАНКОВ
Современные токарные станки применяются во всех отраслях промышленности , на машиностроительных заводах , в механических цехах , металлообрабатывающих мастерских для производительной механической обработки . Используются как для простейших токарных операций , так и для изготовления сложных технологичных деталей со множеством переходов токарем- профессионалом высокого разряда . Достаточная жесткость станка позволяет использовать его как обдирочный , для черновой обработки или как стабильный финишный станок - для окончательной чистовой обработки и получения качественной поверхности без потери точности обработки и сохранения геометрических размеров . Требуемая шероховатость поверхности достигается правильной настройкой и наладкой станка . Большой диапазон подач и скоростей позволяет обрабатывать различные черные и цветные металлы , чугун , нержавеющую сталь , сплавы алюминия и меди , латунь , бронзу , черный металлопрокат , пруток , трубы и трубный прокат . Возможности станка позволяют использовать его для обработки различных неметаллов : пластик , фторопласт и др.
На токарных станках можно обтачивать наружные и внутренние цилиндрические , конические поверхности , растачивать отверстия , обрабатывать торцевые поверхности и торцы заготовок , отрезать и подрезать детали . Станок можно использовать и для изготовления таких деталей как :
гладкий вал
ступенчатый вал
диск , колесо
Токарные станки имеют большие технологические возможности , на них можно обрабатывать детали из закаленной и незакаленной стали , а также из труднообрабатывающих материалов . Коробка подач обеспечивает нарезание всех типов и видов однозаходных и многозаходных резьб - метрическая резьба , дюймовая резьба и др.
Наши дополнительные УСЛУГИ :
предлагаем капитальный ремонт ( капремонт ) и модернизацию ваших токарных станков на нашем ремонтном производстве в Перми .
Покупка- продажа б/у металлорежущих токарных станков. Постоянный Спрос - Мы покупаем себе на склад в любом состоянии - неисправные , старые и разукомплектованные токарные станки .
| Рязанский станкостроительный завод г.Рязань | спецстанки моделей РТ , ДИП500 , РТ39 с короткой станиной , РТ539 |
| ДИП400 диаметр обработки 800 мм , 16К40 , 1А64 ДИП-400 , 1Н64 ,1М64 , 16к40ф101 | |
| 1Н65-8 рмц-8000 мм ,1Н65-10 рмц-10000 мм ,1658 рмц 8 метров , , 165 ДИП-500 , 1Н65-0 (РМЦ-1000 мм ) , 1Н65-3 рмц-3000 мм ,1Н65-5 рмц-5000 мм | |
| РТ117 с поднятыми центрами ,РТ118 | |
| Краматорский завод г.Краматорск | КЖ1615 , 1А660 , 1660 , 1Л660 , 1А6650 , 1665 , 1А670 , 1670 , ДИП600 , ДИП800 , ДИП-600 , ДИП-800 , 1К660 , 1Д660 , 1А660 , 166, 1660А, 1660Л |
|
ДОСТАВКА В РЕГИОНЫ РОССИИ
|
|
|
стоимость доставки |
города |
|
Бесплатная доставка до городов ПЕРМСКОГО КРАЯ |
Березники , Лысьва , Чайковский , Кунгур , Соликамск , Александровск , Губаха , Чусовой , Очер , Краснокамск , Добрянка , Чернушка , Оса |
|
10.000 рублей |
Екатеринбург , Свердловская область , Нижний Тагил , Каменск-Уральский , Первоуральск , Челябинск , Миасс , Златоуст , Магнитогорск , Курган , Оренбург , Орск , Бузулук |
|
15.000 рублей |
Уфа , Нефтекамск , Ишимбай , Стерлитамак , Октябрьский , Казань , Альметьевск , Ижевск ,Глазов , Набережные челны ,Киров |
|
30.000 рублей |
Омск, Тюмень , Сургут, Нижневартовск , Самара , Тольятти ,Ульяновск , Димитровград |
|
60.000 рублей |
Волгоград , Астрахань , Саратов , Воронеж , Курск , Пенза , Тамбов , Йошкар-ола , Чебоксары , Нижний новгород |
|
60.000 рублей |
Москва , Владимир , Тула , Рязань , Калуга , Брянск , Тверь , Иваново , Ярославль , Рязань |
|
80.000 рублей |
Санкт-Петербург , Петрозаводск , Архангельск , Сыктывкар |
|
80.000 рублей |
Ростов на дону, Таганрог , Краснодар , Ставрополь , Белгород , Липецк |
|
|
Поставка станков осуществляется со склада в г. Пермь . |
.jpg)
Вы можете запросить подробный прайс , купить и узнать стоимость тяжелых токарно-винторезных станков , обратившись в Уралстанкосервис – Россия Пермь (342)298-35-78 факс 263-38-84 tonybag1@mail.ru